





钢材进一步扩展就会成为疲劳裂纹,从而使零件疲劳强度下降。切削后表面层的硬化程度取决于金属在切削过程中强化、弱化和相变作用的综合结果。当切削过程中强烈变形起主导作用时,已表面就产生硬化;而当切削温度起主导作用时,往往引起工件表层硬度降低和相变。在中增大变形和摩擦都将加剧硬化现象,而较高的温度、较低的工件材料熔点则会减轻冷作硬化作用。残余应力对零件使用性能的影响残余应力是指在没有外力作用情况下零件内部为保持平衡而存留的应力。有混匀料场时,原的接受、储存环节放在料场进行,有时筛分熔剂、的准备环节也放在料场进行。是否设置热矿筛,应根据具体情况或试验结果、经比较技术经济指标后确定。机上冷却工艺不包括热矿破碎和热矿筛分环节。窑头罩是连接窑热端与流程中下道工序(如冷却机〉的中间体。燃烧器及燃烧所需空气经过窑头罩入窑。窑头罩内砌有耐火材料,在固定的窑头罩与回转的筒体之间有密封装置,称为窑头密封。窑尾罩是连接窑冷端与物料预设备以及烟气设备的中间体,其内砌有耐火材料。
冷轧卷板以热轧卷板为原料,冷轧时,轧件是在再结晶温度以下轧制的,一般钢轧件在室温下轧制。含硅量较高的硅钢材片,脆性大塑性低,在冷轧前需要预热至200℃。冷轧卷板生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。冷轧卷板应用领域很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。一般规格:厚度0.15-3mm,宽度550-1530mm,卷板外径 Φ1000-2500mm,卷板内径Φ410-610mm。 重量:45吨。

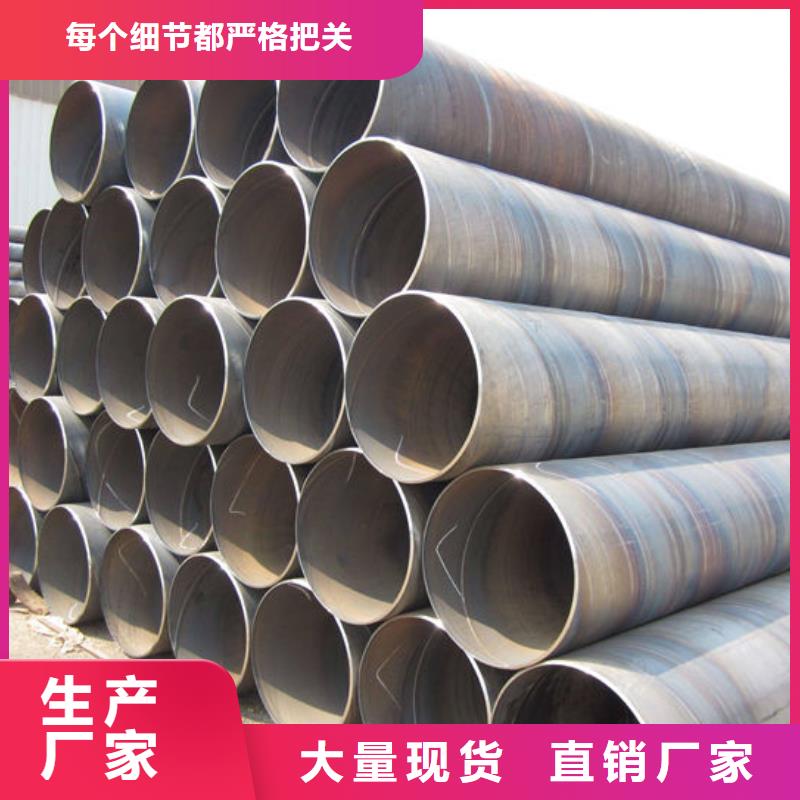
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
热镀锌方管是在将方管加工成型之后,再放进热镀锌池进行化学反应,使其在表面形成一层镀锌层,以达到防腐防锈的效果。怎么判断热镀锌方管钢材的质量?下面我们一起来了解一下吧!处理热镀锌方管是相对简单的,但在管的成形后的性能有了很大的提高,无论强度或韧性的比普通方管要好得多,而且抵抗氧化环境在工程施工的侵蚀有大范围的应用。就其质量而言,从外观上很容易看出。首先,如果热镀锌方管表面镀锌层不均匀、范围大,可以判定为不合格品。观察镀锌管的表面,看是否有渗漏的镀层,刺痛和白色的斑点。这些性状并不是代表热镀锌方管钢材的材料不好或者镀锌时加工不标准,而是这样的组合表明这种镀锌方管的质量不够好。
