





我们为您呈现了一部精彩绝伦的焊管镀锌方管产地采购产品视频,让您感受产品的独特之处。
以下是:焊管镀锌方管产地采购的图文介绍

淬火回火编辑直缝焊管表面淬火回火热处理通常用感应加热或火焰加热的方式进行。主要技术参数是表面硬度、局部硬度和有效硬化层深度。硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。试验力(标尺)的选择与有效硬化层深度和直缝焊管表面硬度有关。
这里涉及到三种硬度计。维氏硬度计是测试热处理湖南直缝焊管表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是 的,可分辨出热处理工件表面硬度的小差别。另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理湖南直缝焊管的单位,配备一台维氏硬度计是有必要的。
表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。可以测试有效硬化深度超过0.1mm的各种表面硬化湖南直缝焊管。尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。
况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理湖南直缝焊管进行快速无损的逐件检测。这一点对于湖南直缝焊管加工和机械制造工厂具有重要意义。
这里涉及到三种硬度计。维氏硬度计是测试热处理湖南直缝焊管表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是 的,可分辨出热处理工件表面硬度的小差别。另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理湖南直缝焊管的单位,配备一台维氏硬度计是有必要的。
表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。可以测试有效硬化深度超过0.1mm的各种表面硬化湖南直缝焊管。尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。
况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理湖南直缝焊管进行快速无损的逐件检测。这一点对于湖南直缝焊管加工和机械制造工厂具有重要意义。


在长期跟客户沟通实践的过程中, 澳门槽钢产品和技术得以不断更新,使得公司在人才和技术上处于较高地位,在稳定发展的同时,国耀宏业钢铁有限公司响应号召,积j i开拓国外市场,让产品走出国,远销欧美、非洲、中南亚等数十个和地区,并得到了国外同仁的喜爱。务实进取,精工细作,欢迎各界同仁莅临考察指导工作!




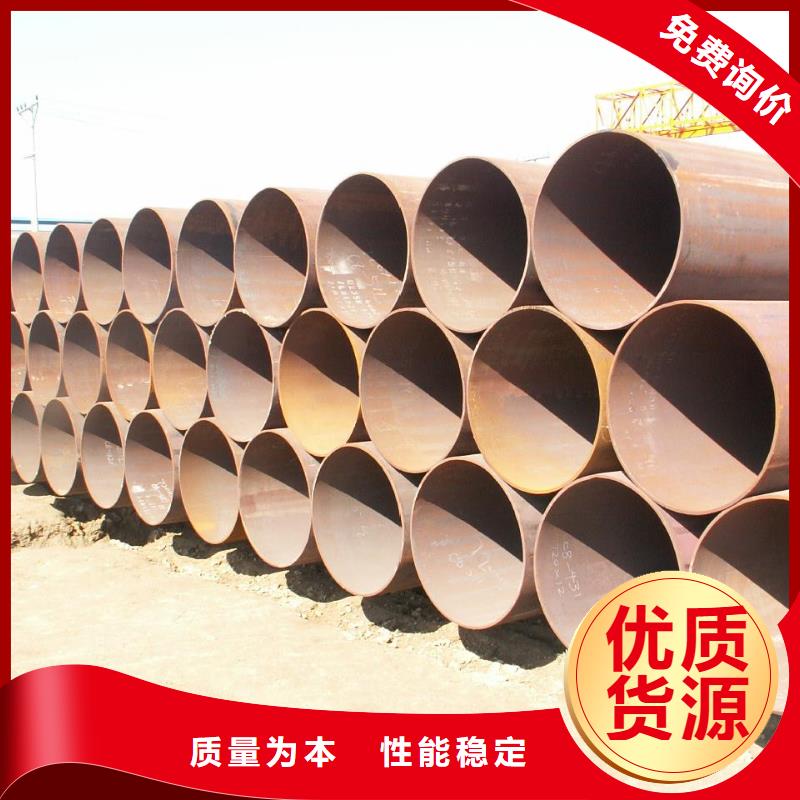
因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材质和用途不同而分为如下若干品种:GB/T3091-2008(低压流体输送用焊接钢管):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。
其代表材质为:Q235A级钢。GB/T14291-2006(矿用流体输送焊接钢管):主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。其代表材质Q235A、B级钢。GB/T12770-2002(机械结构用不锈钢焊接钢管):主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。
其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。GB/T12771-1991(流体输送用不锈钢焊接钢管):主要用于输送低压腐蚀性介质。代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
另有,装饰用焊接不锈钢管(GB/T 18705-2002),建筑装饰用不锈钢焊接管材(JG/T 3030-1995),以及换热器用焊接钢管(YB4103-2000)。生产流程直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
其代表材质为:Q235A级钢。GB/T14291-2006(矿用流体输送焊接钢管):主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。其代表材质Q235A、B级钢。GB/T12770-2002(机械结构用不锈钢焊接钢管):主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。
其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。GB/T12771-1991(流体输送用不锈钢焊接钢管):主要用于输送低压腐蚀性介质。代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
另有,装饰用焊接不锈钢管(GB/T 18705-2002),建筑装饰用不锈钢焊接管材(JG/T 3030-1995),以及换热器用焊接钢管(YB4103-2000)。生产流程直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。


作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。生产工艺编辑螺旋焊管也是焊管设备中的一种,它的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋钢管生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。
若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋钢管生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。
若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。



