

联系我们

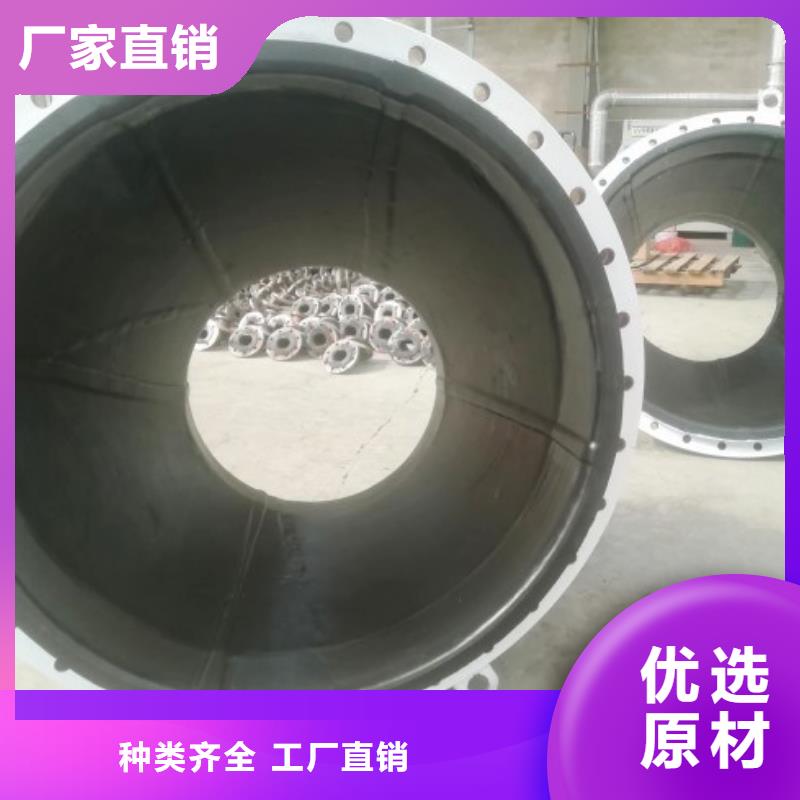
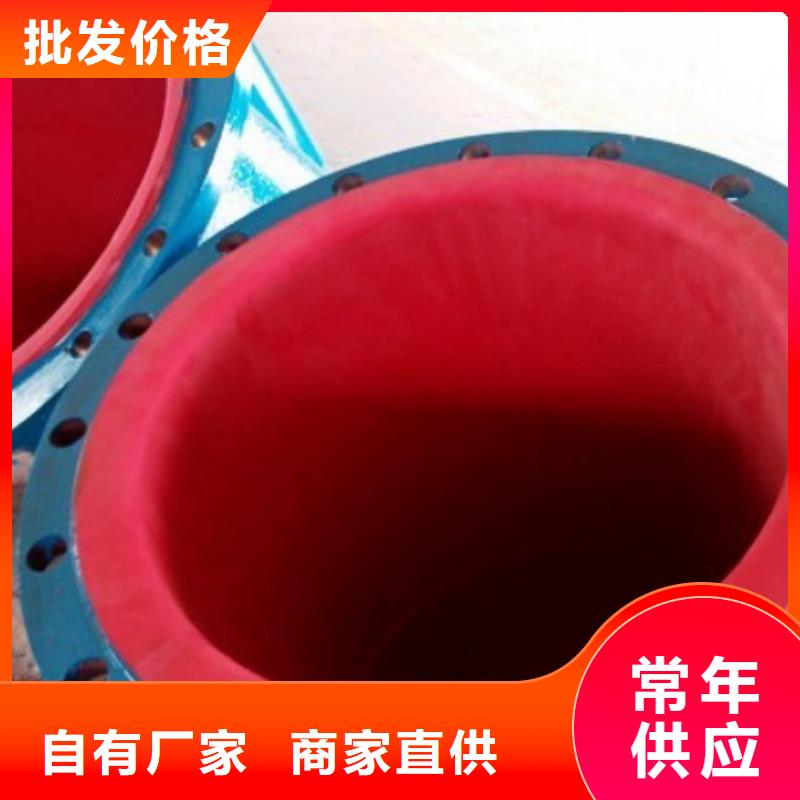
【碳钢衬胶管道】-圆形通风管道产品细节
更新时间:2024-12-27 12:38:18 浏览次数:3 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 202 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 连接方式 | 法兰连接 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等行业 |




纵横机械制造有限公司以全新的市场布局,针对 辽宁鞍山衬四氟管应对行业变化,顺应市场趋势发展,以期在创变中寻求突破,进而品牌核心竞争力,把握市场机遇,引领视讯产业开启全屏时代!



生产流程上的体现:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,橡胶衬里首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
5、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。
衬胶管道生产工艺是常繁琐的,并且全部工序都是手工制作,这就影响了衬胶管道的生产效率,但质量得到保证。 有的客户问过产品价格和制作周期后说我们企业工作效率不行,不可等,但我们厂家不会因为您的一个单子而违规生产,所以请广大客户见谅。当您了解了制作工艺,您可能就明白很多。
技术检测上的体现:
一、工作压力:≤1.6mPa,承受负压,介质温度:-50℃~150℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm
二、技能需求:
1、设备制作验收规范按HGJ92-90规范、GHJ33-91规范;
2、设备及管件法兰按GB2555-81、GHJ45-91规范或用户需求制造;
3、设备焊接按GB/T4709-92规范,焊缝按GB13985-88规范;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超越50mm/s探测,以不击穿为合格。
衬胶,管道衬胶哪家做的质量好洛阳纵横制造为您呈现
洛阳纵横制造有限公司生产的衬胶,衬胶设备、管道衬胶,设备衬胶,,衬塑管道,衬胶防腐管道,钢衬四氟聚乙烯管道及弯头,衬胶三通,衬胶四通,衬胶异径管等。根据物体介质的不同选择不同的产品,这样才能达到项目的需求。衬胶,管道衬胶产品被广泛应用在火电、化工、环保,污水,矿山、海水淡化等行业领域之中。



碳钢管衬胶施工要求也是相当严格,具体要求给大家展示一下:
1. 施工环境温度以1530℃为宜,相对湿度不宜大于80%,温度低于15℃时,应设置热源提高环境温度,但不得使用明火加热升温;温度超过35℃时,由于胶膜干燥过快,也不宜与施工.
2. 衬胶场所应保持干燥、无尘、通风良好,操作人员的手、工作服及衬胶用具应保持清洁.进入设备内操作应穿软底鞋.
3. 胶浆的性能及要求应符合标准相关要求.
4. 胶浆在使用前应搅匀,涂刷胶浆应薄而匀,防止胶浆堆积、流淌或起泡.前后两遍胶浆得涂刷方向应顺次交错操作.
5. 胶浆涂刷完后,以防止灰尘、油、水或机械杂物落入.
6. 金属壳体的衬里表面缺陷应在涂末遍胶浆前,用刷过胶浆并经干燥的胶条填塞,以满足贴胶要求.
7. 橡胶板在下料前进行外观检查(必要时,使用电火花检查)和厚度检查.如有缺陷,应作出记号,在下料时剔除,对个别气泡或针孔,允许进行修补.
8. 下料要求准确、合理,尽量减少接缝.形状复杂的工件,应制作样板,按样板下料.
9. 衬里层接缝宜用搭接.但多层衬里的首层或转动部件可采用对接.不得采用十字型接缝,应采用T字形接缝.粘衬T字形接缝时,应先将下层搭接处的凸面削成斜面,然后贴衬上层橡胶板.多层衬里时,相邻橡胶层的接缝应错开,一般不少于100mm.
10.削边或接缝方向根据设备结构确定
11. 胶板铺放位置应正确,不得起褶或受拉变薄.贴合是应保持胶膜完整.
12. 胶板粘接时,必须顺次将粘接面的气体排净,使胶板和设备表面紧密粘合.胶板的接缝必须烙(压)和密实.
13. 衬胶管道可采用预制胶筒贴衬.公称直径大于或等于DN250mm的管道宜采用热烙法,公称直径小于或等于DN200mm的管道宜采用气定贴合法和气囊牵引法.
14. 密封面的衬里应平整,不得有径向沟槽.
15. 相互配合的衬胶零、部件,要检查配合部位的几何尺寸.几何尺寸应考虑到衬胶层的厚度.衬胶后的胶板需进行机械加工时,胶层厚度应留出加工余量.
16. 衬胶管道施工必须进行中间检查.
17. 衬胶施工中间检查发现缺陷及时,然后再进行下一工序.
碳钢管衬胶公司主要致力于超抗磨材料、防腐蚀材料以及自动化设备等产品的生产、研发与销售。产品性能优异,售后服务体系完善。碳钢管衬胶产品在超抗磨,抗腐蚀以及脱硫等相关领域得到了广泛的应用,是洗选煤行业,矿山、铁矿、尾矿,水煤浆行业及化工、电力、机械制造等行业的合作伙伴。

