

产品详细介绍
nmgsy<安康>神悦钢材有限公司
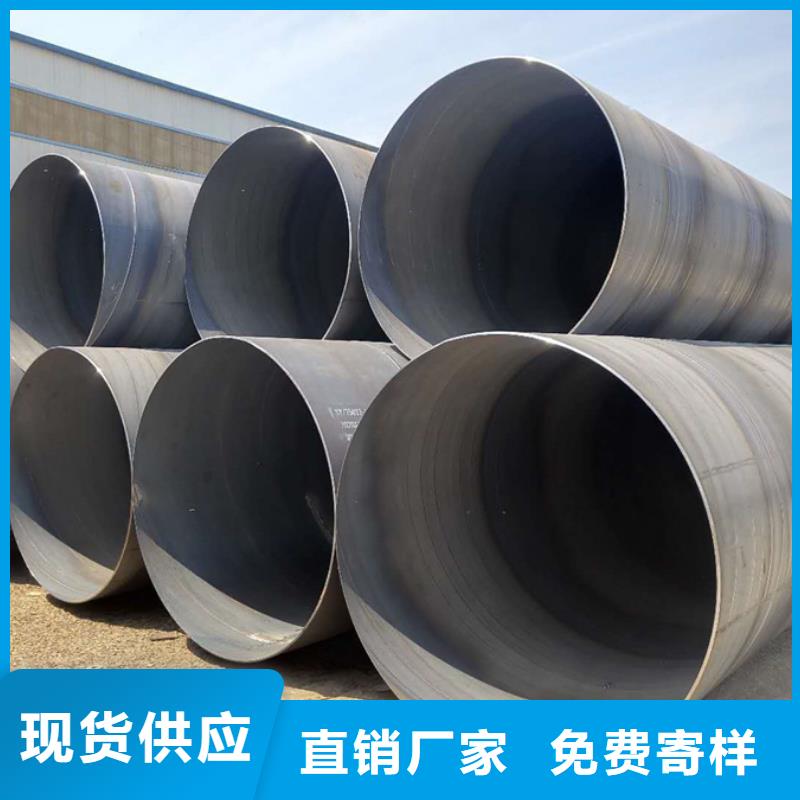
当前,安康16mn螺旋管行业遇到前所未有的困难,市场需求疲软,产能严重过剩,流通成本居高不下,主营业务亏损,企业效益下滑,行业风险日益加大。如何选择适合的 发展战略,推动钢铁业走出困境,成为整个行业面临的共性问题。随着新一代信息技术与制造业深度融合,新的生产方式、商业模式会不断出现。因此,必将对钢铁企业战略选择产生不可抗拒的影响。 通过安康Q345B螺旋管的接头就可以简单的分辨一下大小口径螺旋钢管的质量,这也是对大小口径螺旋钢管成品检验的一个非常重要的内容。也就是通过大小口径螺旋钢管焊缝表面的以及它尺寸上的偏差来分辨。可以借助标准样板和量规以及放大镜等工具来进行检验。如果发现大口径螺旋钢管焊缝的表面出现缺陷的话,那么就说明焊缝的内部有存在着的可能,是大小口径螺旋钢管上如果有这种情况的话则更为明显。
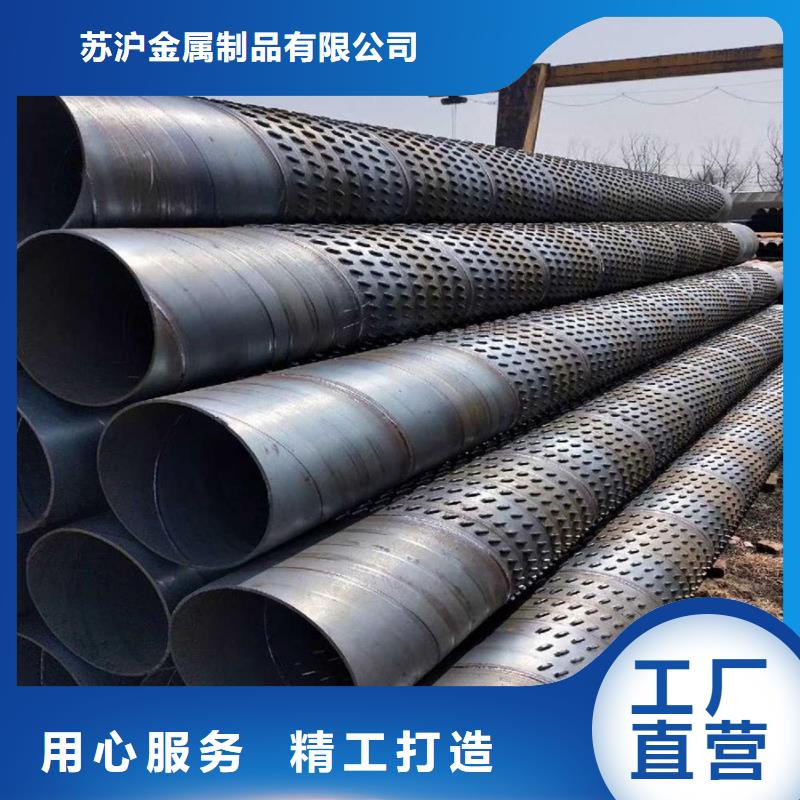
3.安康Q345B螺旋管酸洗: 一般选用化学和电解办法进行酸洗处理,管道的防腐仅化学酸洗,能够铲除氧化皮,铁锈,旧涂层,有时除锈后可用作喷砂处理。化学清洁当然能够使外观具有不可避免的清洁度和粗糙度,但其锚固图案较浅且简单造成污染。 4.安康Q345B螺旋管喷(抛)丸除锈: 利用大功率电机进行喷雾(抛光)除锈,以驱动喷雾(投掷)叶片高速旋转,从而能够喷射(投掷)钢砂,钢丸,金属丝和矿藏等研磨剂在离心力的效果下在钢管的外表上。不只能够彻底铁锈,氧化物和尘垢,并且在磨料的冲击和摩擦效果下,安康Q345B螺旋管还能够到达所需的平均粗糙度。


常用的两种带颈法兰形式 a)安康16mn螺旋管插入对接形式 b)安康16mn螺旋管直接对接形式8.6.3.2法兰选型国内的带颈法兰主要有对焊螺旋焊管和平焊两种形式。带颈对焊法兰仅有一条环向焊缝,工作量相对较小,其焊缝等级要求高但焊缝质量可检测,只要工艺措施控制得当,质量容易得到保证 安康16mn螺旋管带颈平焊法兰有两条角焊缝,工作量相对较大,其焊缝等级要求低但焊缝质量检测困难,焊缝质量难以控制,而且两条角焊缝离开较远,实际受力不均匀。此外,平焊法兰与钢管的连接方式是钢管插入法兰颈内,这容易在钢管外壁与法兰颈内壁之间产生一定的间隙,如果角焊缝存在砂眼、夹渣等法兰酸洗时。
安康防腐螺旋管是一种以带钢卷材为原材料制成的螺旋缝钢管,通常在一定温度下挤压,并通过自动双丝双面埋弧焊进行焊接。主要生产工艺如下:带钢卷,焊丝和焊剂。在使用之前,必须使用单丝或双丝埋弧焊对带钢的头部和尾部之间的对接进行严格的物理和化学检查。将防腐螺旋钢管轧制成钢管后,使用自动埋弧焊进行修补焊接。修边,表面清洁,输送和翻边前处理使用电接触压力表控制输送机两侧的滚筒压力,以确保带材的平稳输送。采用外部控制或内部控制的辊压成型。焊接间隙控制装置用于确保焊接。接缝间隙满足焊接要求,并严格控制管径,错位量和焊接间隙。内部和外部焊接由美国林肯电焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。所有焊缝均通过在线连续超声波自动探伤仪进行检查,以确保螺旋焊缝的无损检测范围。如果有缺陷,防腐螺旋钢管将自动报警并喷洒标记,生产工人将根据此随时调整工艺参数,并使用空气等离子切割机将钢管切割成单管。切成单根管后,每批三个钢管必须经过严格的检查系统,检查机械性能,化学成分,焊缝的熔合状况,钢管的表面质量以及无损检查,以确保确保制管过程合格,然后正式投入生产。焊缝上带有连续声探伤痕迹的零件将被手工超声处理。用X射线检查是否有缺陷,修复后再次进行无损检查,直到确认缺陷是带钢对接焊缝和D型接头的管子与防腐螺旋钢管缝相交为止,防腐螺旋钢管都经过X射线电视或胶片检查。确保每个钢管都经过静水压力测试,并且压力采用径向密封。试验压力和时间由钢管液压微机检测装置严格控制。通过对管端进行机械加工,可以自动打印并记录测试参数,防腐螺旋钢管从而可以控制端面的垂直度,斜角和钝角。期待与您的合作! 螺旋钢管为提高防腐,涂油,包装效果,希望钢管表面光滑的用户也日益增多。