


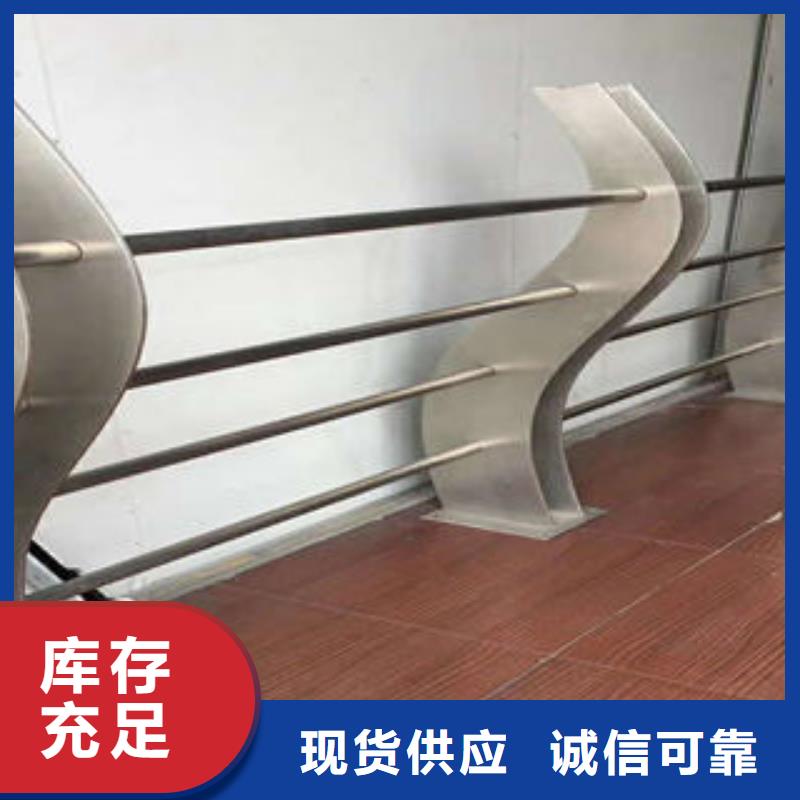



想要一睹道路护栏-不锈钢复合管护栏厂家免费回电产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:道路护栏-不锈钢复合管护栏厂家免费回电的图文介绍


铁素体不锈钢。含铬12%~30%。与其他类型的不锈钢相比,其耐氯化物腐蚀应力腐蚀性得到改善,因为它具有更高的耐腐蚀性,韧性和可焊性。奥氏体不锈钢。铬含量为18%或更多,还含有约8%的镍和少量的钼,钛,氮和其他元素。良好的整体性能,耐腐蚀性,以及各种介质。 铁素体不锈钢。含铬12%~30%。与其他类型的不锈钢相比,其耐氯化物腐蚀应力腐蚀性得到改善,因为它具有更高的耐腐蚀性,韧性和可焊性。奥氏体和铁素体双相不锈钢。奥氏体和铁素体不锈钢都具有超塑性。
马氏体不锈钢。高强度,但可塑性和可焊性差。让我们先来看看316l不锈钢:含有钼和低碳含量的316不锈钢量元素。海洋中的化学工业环境和点耐腐蚀性比304不锈钢好得多。 (316l低碳,316n氮高强度,316f不锈钢高硫含量,易切削不锈钢。)310不锈钢复合工业管:主要特点:耐高温,广泛用于锅炉,汽车排气管。其他属性是平均值。 铁素体不锈钢。含铬12%~30%。与其他类型的不锈钢相比,它对氯化物腐蚀应力腐蚀的耐受性得到改善,因为它具有更高的耐腐蚀性,韧性和可焊性。
奥氏体不锈钢。铬含量为18%或更高,并且还含有约8%的镍和少量的钼,钛,氮和其他元素。良好的整体性能,耐腐蚀性,以及各种介质。 铁素体不锈钢。含铬12%~30%。与其他类型的不锈钢相比,它对氯化物腐蚀应力腐蚀的耐受性得到改善,因为它具有更高的耐腐蚀性,韧性和可焊性。 奥氏体和铁素体双相不锈钢。奥氏体和铁素体不锈钢都是超塑性的。马氏体不锈钢。高强度,但可塑性和可焊性差。
不锈钢复合工业管可以分为很多种,根据不锈钢层的不同可以分为304l不锈钢复合工业管,304不锈钢复合工业管,310不锈钢复合工业管,303不锈钢复合工业管,302不锈钢复合工业管,301不锈钢复合工业管,202不锈钢复合工业管,201不锈钢复合工业管,410不锈钢复合工业管,420不锈钢复合工业管,430不锈钢复合工业管等等。
氯离子存在于使用不锈钢复合管的环境中。氯离子的广泛存在,如盐,汗水,海水,海风,土壤等。不锈钢中氯离子的存在在这种环境中具有很强的腐蚀性,甚至比普通的低碳钢还要快。因此,使用不锈钢环保要求,往往需要擦拭,去除污垢,保持清洁干燥。
马氏体不锈钢。高强度,但可塑性和可焊性差。让我们先来看看316l不锈钢:含有钼和低碳含量的316不锈钢量元素。海洋中的化学工业环境和点耐腐蚀性比304不锈钢好得多。 (316l低碳,316n氮高强度,316f不锈钢高硫含量,易切削不锈钢。)310不锈钢复合工业管:主要特点:耐高温,广泛用于锅炉,汽车排气管。其他属性是平均值。 铁素体不锈钢。含铬12%~30%。与其他类型的不锈钢相比,它对氯化物腐蚀应力腐蚀的耐受性得到改善,因为它具有更高的耐腐蚀性,韧性和可焊性。
奥氏体不锈钢。铬含量为18%或更高,并且还含有约8%的镍和少量的钼,钛,氮和其他元素。良好的整体性能,耐腐蚀性,以及各种介质。 铁素体不锈钢。含铬12%~30%。与其他类型的不锈钢相比,它对氯化物腐蚀应力腐蚀的耐受性得到改善,因为它具有更高的耐腐蚀性,韧性和可焊性。 奥氏体和铁素体双相不锈钢。奥氏体和铁素体不锈钢都是超塑性的。马氏体不锈钢。高强度,但可塑性和可焊性差。
不锈钢复合工业管可以分为很多种,根据不锈钢层的不同可以分为304l不锈钢复合工业管,304不锈钢复合工业管,310不锈钢复合工业管,303不锈钢复合工业管,302不锈钢复合工业管,301不锈钢复合工业管,202不锈钢复合工业管,201不锈钢复合工业管,410不锈钢复合工业管,420不锈钢复合工业管,430不锈钢复合工业管等等。
氯离子存在于使用不锈钢复合管的环境中。氯离子的广泛存在,如盐,汗水,海水,海风,土壤等。不锈钢中氯离子的存在在这种环境中具有很强的腐蚀性,甚至比普通的低碳钢还要快。因此,使用不锈钢环保要求,往往需要擦拭,去除污垢,保持清洁干燥。



由于 内蒙古阿拉善不锈钢复合管厂发货即时、质量可靠、使用方便、返修率低、售后服务完善,已经畅销全国多个省份,获得众多用户的好评。
欢迎全国广大用户选购,共同发展,共创辉煌!



优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。
离心铝热法也称为shs—离心法,shs是self propagating high temperature synthesis的缩写。离心铝热法的实质是在离心力场中引起铝热反应,所谓铝热反应就是金属铝粉和其他金属氧化物粉末均匀的混合在一起, 通过点燃而发生的非常迅速的放热反应(mo+al→m+al2o3+q)。反应绝热温度可接近3000k,因此产物都处于液态,在离心力作用下,比重大的产物如fe、cr、ni等集中在靠近碳钢钢管内壁处,形成内衬金属层;al2o3形成内层残渣,通过机械方法除去,则制备出双金属复合钢管。
离心铸造+热挤压(热挤压+冷轧)“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。其独特之处在于:他把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。
离心铝热法也称为shs—离心法,shs是self propagating high temperature synthesis的缩写。离心铝热法的实质是在离心力场中引起铝热反应,所谓铝热反应就是金属铝粉和其他金属氧化物粉末均匀的混合在一起, 通过点燃而发生的非常迅速的放热反应(mo+al→m+al2o3+q)。反应绝热温度可接近3000k,因此产物都处于液态,在离心力作用下,比重大的产物如fe、cr、ni等集中在靠近碳钢钢管内壁处,形成内衬金属层;al2o3形成内层残渣,通过机械方法除去,则制备出双金属复合钢管。
离心铸造+热挤压(热挤压+冷轧)“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。其独特之处在于:他把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。



内衬不锈钢复合管现场施工要点分析内衬不锈钢复合管截管应符合下列规定:切割面应采用砂轮磨光,去除毛刺。管材切割断面应垂直于管轴线。管端平面倾斜度偏差。公称直径不大于80mm时允许偏差不应大于0.8mm公称直径为100—150mm时允许偏差不应大于1.2mm公称直径在200mm以上时允许偏差不应大于1.6mm
管道焊接施工前准备工作 :采用焊接连接时,管道管端切面应与管轴中心线垂直、端面平整光滑、无毛刺飞边。切割面的坡口和尺寸应符合现行标准《工业金属管道工程施工及验收规范》GB50235的规定。管道组对前将坡口内外表面小于10mm范围内的油垢锈毛刺以及镀锌层清理干净且不得有裂缝夹层等缺陷。
管道对接焊口的组对应做到内壁齐平。焊条使用前应按要求进行烘干使用过程中要保持干燥焊条使用前应清理表面的油污等杂质。内衬不锈钢复合管焊接连接的施工工艺原理在管道对焊时有以下要求坡口角度应控制在30度~40度之间。坡口时应露出内层不锈钢管1mm左右。对口焊接应按照下述工艺施工。先使用不锈钢焊丝氩弧焊将管内壁的不锈钢管对接满焊,使得内部的不锈钢层形成一个整体。
内衬不锈钢复合钢管配件发展趋向一)内衬不锈钢的复合铸造管配件:由内层与外层复合而成,所述内层为不锈钢管层,所述的外层为铸铁管层或铸钢管层,所述的内层与外层之间为过盈连接。 有益效果为:复合铸造管配件的材料与复合钢管的材料可以完全一致,给操作、检测、维修都带来了很大的方便,满足了管道网络用材统一性的要求。
相对传统的复合管配件,其管径增大,流量增大;介质不会与碳钢管接触,不产生腐蚀和污染;不含塑料层,使用温度范围更宽广;两金属层结合牢靠。内衬不锈钢的复合管焊接配件:包括若干分支段,所述的各分支段由外层碳钢管与内层不锈钢管复合而成,所述的各分支段的接合面通过焊接固定。 有益效果为:相对传统的复合管配件,其管径增大,流量增大;介质不会与碳钢管接触,不产生腐蚀和污染;不含塑料层,使用温度范围更宽广。
不锈钢抛光管、抛光不锈钢管具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处理硬化现象(非磁性)、钼和碳含量很低,在海洋和点状腐蚀电阻的化学工业环境大大优于304不锈钢。(316l低碳、高氮高强度的316n,316不锈钢硫磺含量较高,易切削不锈钢)。
管道焊接施工前准备工作 :采用焊接连接时,管道管端切面应与管轴中心线垂直、端面平整光滑、无毛刺飞边。切割面的坡口和尺寸应符合现行标准《工业金属管道工程施工及验收规范》GB50235的规定。管道组对前将坡口内外表面小于10mm范围内的油垢锈毛刺以及镀锌层清理干净且不得有裂缝夹层等缺陷。
管道对接焊口的组对应做到内壁齐平。焊条使用前应按要求进行烘干使用过程中要保持干燥焊条使用前应清理表面的油污等杂质。内衬不锈钢复合管焊接连接的施工工艺原理在管道对焊时有以下要求坡口角度应控制在30度~40度之间。坡口时应露出内层不锈钢管1mm左右。对口焊接应按照下述工艺施工。先使用不锈钢焊丝氩弧焊将管内壁的不锈钢管对接满焊,使得内部的不锈钢层形成一个整体。
内衬不锈钢复合钢管配件发展趋向一)内衬不锈钢的复合铸造管配件:由内层与外层复合而成,所述内层为不锈钢管层,所述的外层为铸铁管层或铸钢管层,所述的内层与外层之间为过盈连接。 有益效果为:复合铸造管配件的材料与复合钢管的材料可以完全一致,给操作、检测、维修都带来了很大的方便,满足了管道网络用材统一性的要求。
相对传统的复合管配件,其管径增大,流量增大;介质不会与碳钢管接触,不产生腐蚀和污染;不含塑料层,使用温度范围更宽广;两金属层结合牢靠。内衬不锈钢的复合管焊接配件:包括若干分支段,所述的各分支段由外层碳钢管与内层不锈钢管复合而成,所述的各分支段的接合面通过焊接固定。 有益效果为:相对传统的复合管配件,其管径增大,流量增大;介质不会与碳钢管接触,不产生腐蚀和污染;不含塑料层,使用温度范围更宽广。
不锈钢抛光管、抛光不锈钢管具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处理硬化现象(非磁性)、钼和碳含量很低,在海洋和点状腐蚀电阻的化学工业环境大大优于304不锈钢。(316l低碳、高氮高强度的316n,316不锈钢硫磺含量较高,易切削不锈钢)。

