

我们为您呈现了一部精彩绝伦的钢板,石油裂化管厂家货源稳定产品视频,让您感受产品的独特之处。
以下是:钢板,石油裂化管厂家货源稳定的图文介绍

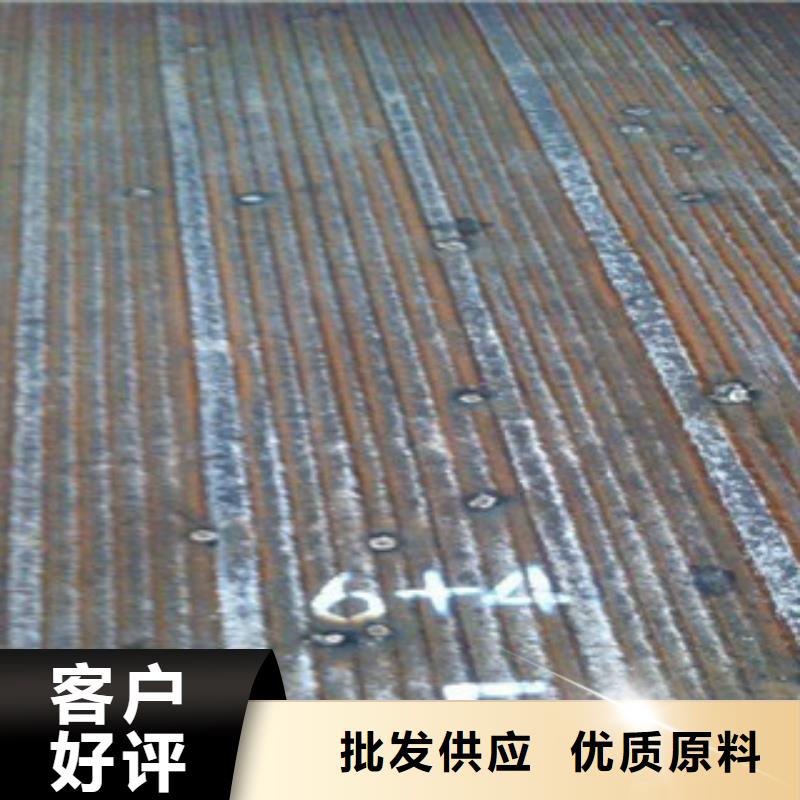
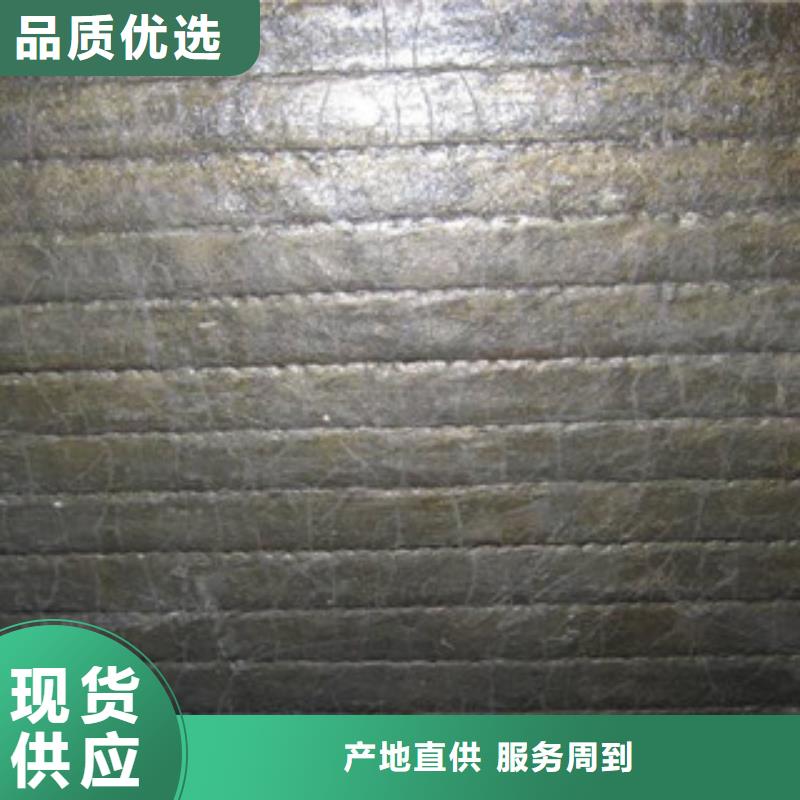
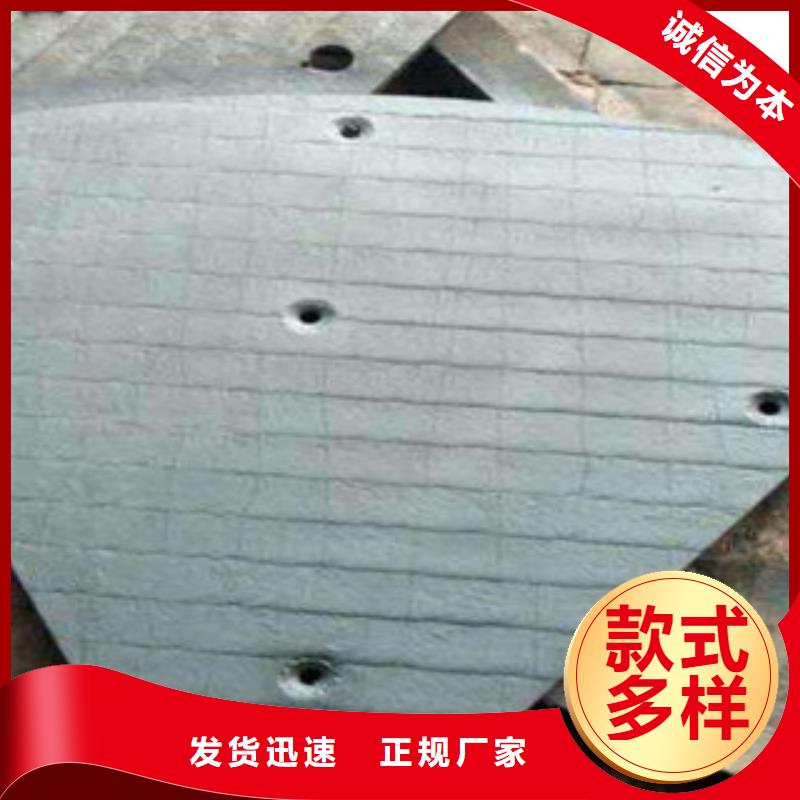
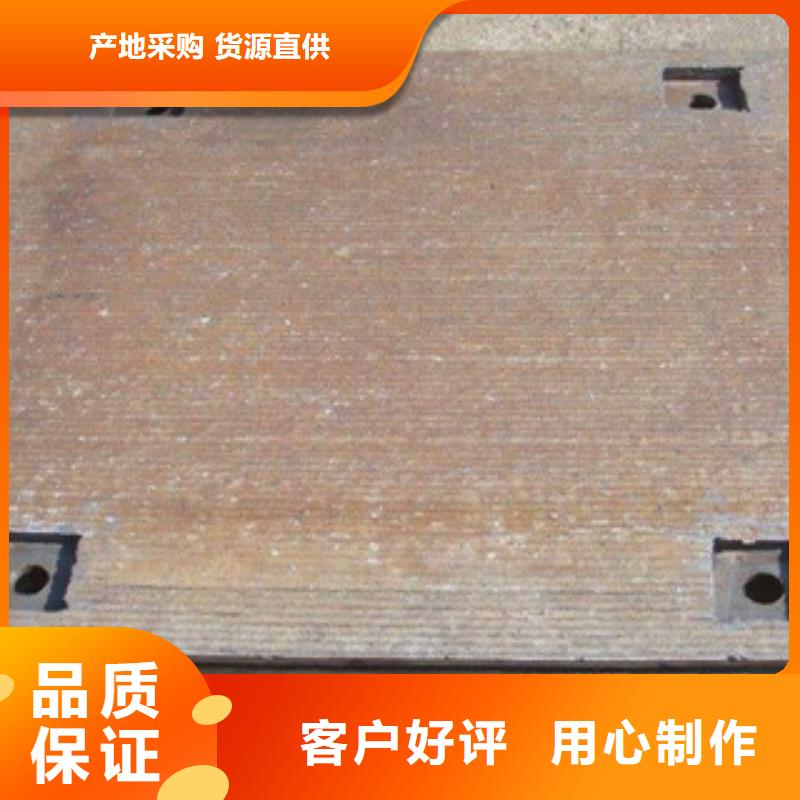
耐磨复合钢板的底层为低碳钢或低合金。不锈钢等韧性材料,体现双金属的优越性,耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此有良好的耐冲击性。可以承受物料输送系统中承受高落差料斗等冲击和磨损。
3、较好的耐热性
耐磨层使用在≤600℃
工况下使用,若在合金层中加入钒,钼等合金,可以承受≤800℃的高温磨损。
使用温度如下:
普通碳钢基板不高于480℃工况使用;
低合金耐热钢基板(15CrMo,12Cr1MoV等)基板不高于540℃工况使用;
耐热不锈钢基板在不高于800℃工况使用。


鑫铭万通商贸有限公司所有 内蒙古兴安锅炉管产品从原材料采购、生产过程 到包装、运输和售后服务等环节都有完善的管理体系,实行的优质服务。




在防腐作业时如采用环氧树脂玻璃布进行防腐,外焊缝余高大,将使焊趾处不易压牢。同时焊缝越高则防腐层就越应加厚,因标准规定防腐层的厚度是以外焊缝的顶点为基准测算的,这就加大了防腐的成本。
1.3 外焊缝余高过大对水压扩径后的管形有影响
埋弧焊双金属复合衬板在水压扩径时,是通过内腔与双金属复合衬板扩径尺寸一致的左、右2部分外模将双金属复合衬板包住的,因此,焊缝的余高过大,在扩径时焊缝承受的剪应力就大,焊缝2侧就易出现“小直边”现象。但经验证明,当外焊缝的余高控制在2mm左右时,水压扩径时不会出现“小直边”现象,管形不会受到影响。这是因为外焊缝的余高小,焊接接头所承受的剪应力也小。只要这种剪应力在弹性变形范围内,卸栽后产生回弹,管子就会恢复原状
1.3 外焊缝余高过大对水压扩径后的管形有影响
埋弧焊双金属复合衬板在水压扩径时,是通过内腔与双金属复合衬板扩径尺寸一致的左、右2部分外模将双金属复合衬板包住的,因此,焊缝的余高过大,在扩径时焊缝承受的剪应力就大,焊缝2侧就易出现“小直边”现象。但经验证明,当外焊缝的余高控制在2mm左右时,水压扩径时不会出现“小直边”现象,管形不会受到影响。这是因为外焊缝的余高小,焊接接头所承受的剪应力也小。只要这种剪应力在弹性变形范围内,卸栽后产生回弹,管子就会恢复原状


切割:可用等离子切割、碳弧、砂轮锯将大面积双金属复合衬板割成所需要的形状。(为了减少双金属复合衬板时所产生的冷裂纹),双金属复合衬板切割时要进行预热。双金属复合衬板越厚硬度越高,相应预热温度就越高。预热温度不要超过200。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。


