
想要知道【玻璃钢夹砂管】玻璃钢格栅品质之选产品如何?看视频就知道!看视频,选产品更明智!
以下是:【玻璃钢夹砂管】玻璃钢格栅品质之选的图文介绍


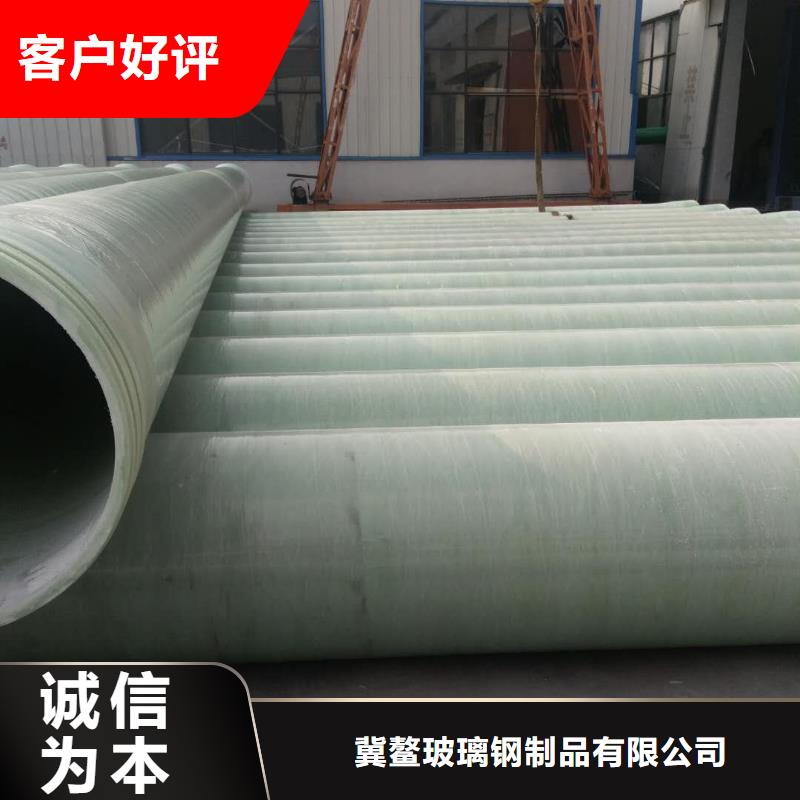
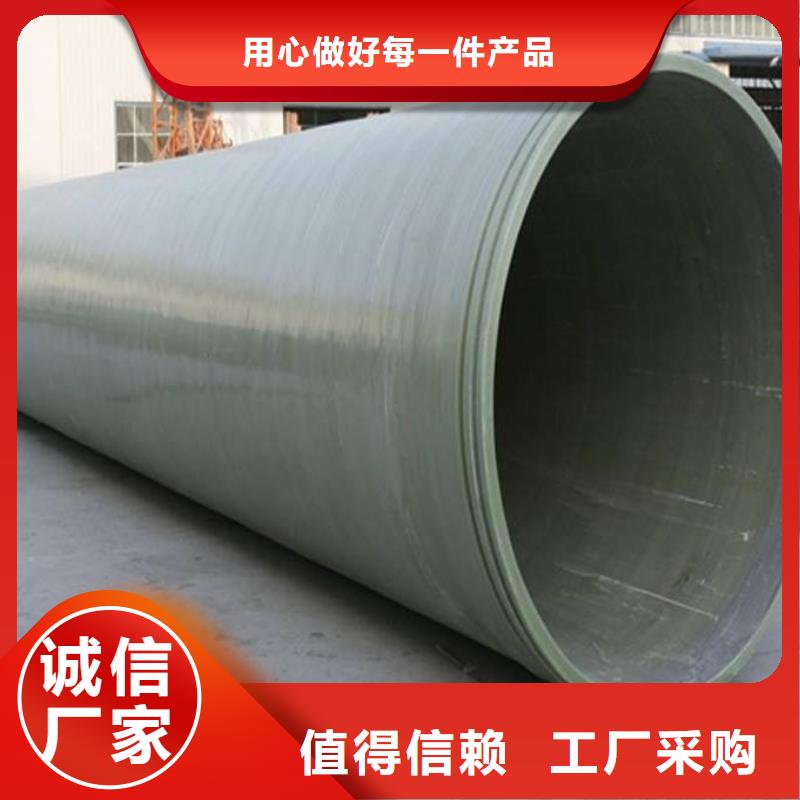
2、防污抗蛀。不饱和聚脂树脂的表面洁净光滑,不会受到海洋或污水中的菌类等生物的沾污、黏附,以至增大糙率;减少过水断面,增加维修费用。玻璃钢无着些污染,长期使用洁净如初,同时由于其内壁光滑,优异抗蚀性能,不会产生水垢和生物的衍生,有效保护水质。保持水阻的稳定。而传统的管材还存在日后水阻增大和表面结垢现象。
3、耐热性、抗冻性好。在—30℃状态下,仍能有良好的韧性和极高的强度,可在—50℃----80℃的范围内长期使用,采用特殊配方的树脂还可以在110℃以上的温度下工作。
4、自重轻、强度高。运输安装方便 采用纤维缠绕的玻璃钢管道,其相对密度为1.65~2.0,只有钢的1/4,但玻璃钢的环向拉伸强度为180~300Mpa,轴向拉伸强度为60~150Mpa,近似合金钢,因此,其强度比是合金钢的2~~3倍。
3、耐热性、抗冻性好。在—30℃状态下,仍能有良好的韧性和极高的强度,可在—50℃----80℃的范围内长期使用,采用特殊配方的树脂还可以在110℃以上的温度下工作。
4、自重轻、强度高。运输安装方便 采用纤维缠绕的玻璃钢管道,其相对密度为1.65~2.0,只有钢的1/4,但玻璃钢的环向拉伸强度为180~300Mpa,轴向拉伸强度为60~150Mpa,近似合金钢,因此,其强度比是合金钢的2~~3倍。



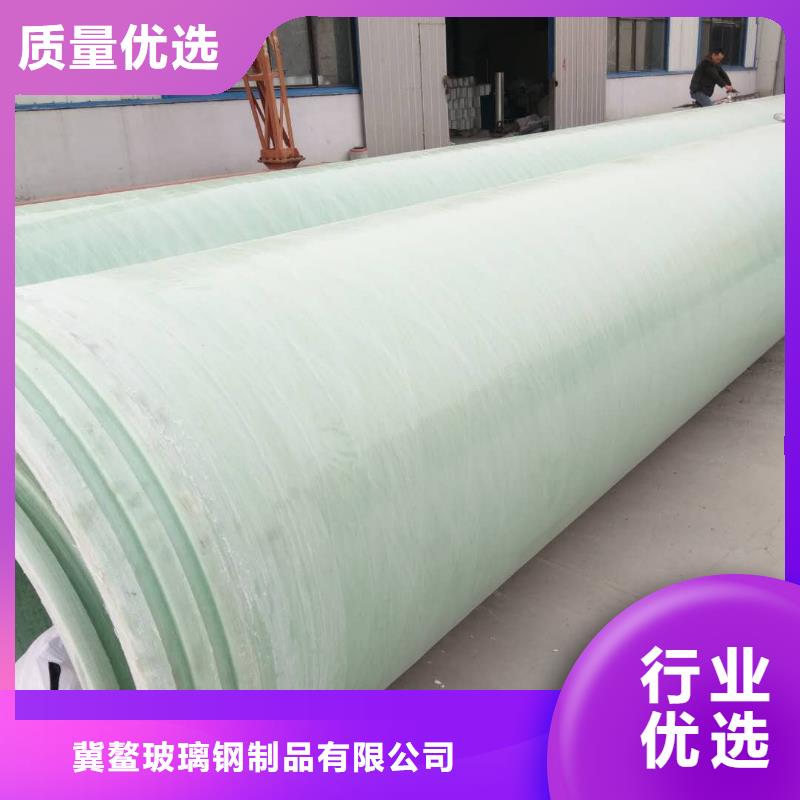
(3)远红外深度固化
我厂生产制造的玻璃钢夹砂管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
(4)过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
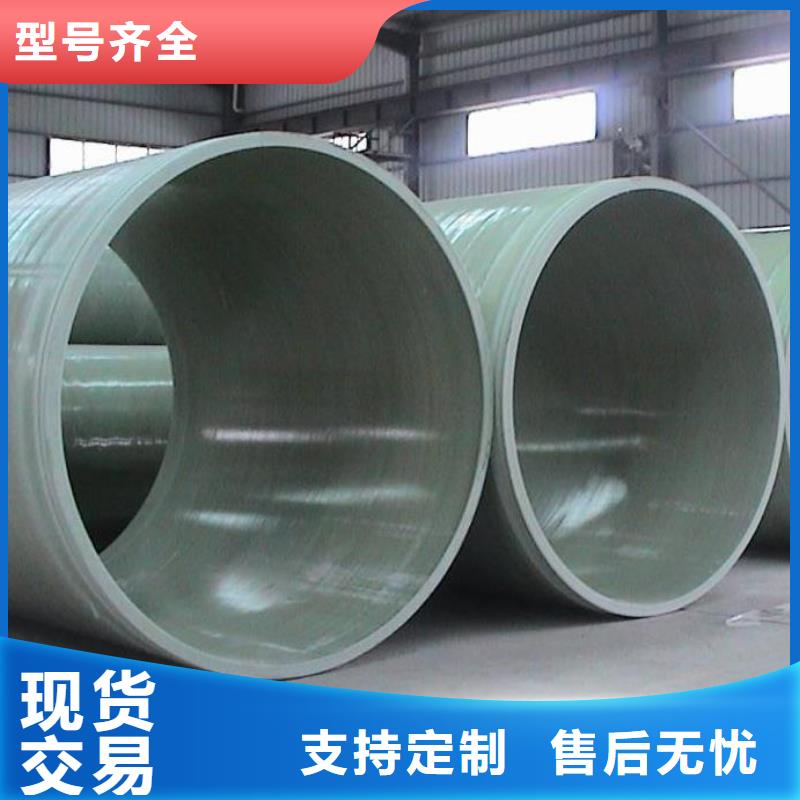
(5)缠绕工序
将设计好的参数输入机,待内衬固化后,由机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
我厂生产制造的玻璃钢夹砂管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
(4)过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
(5)缠绕工序
将设计好的参数输入机,待内衬固化后,由机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。



冀鳌玻璃钢制品 有限公司在 湖南株洲脱硫塔领域有丰富的生产经验和人才、技术、管理优势,公司汇聚了 湖南株洲脱硫塔行业内具有高素质的专业技术员工,为用户提供 湖南株洲脱硫塔设计制造、安装调试和技术操作培训。您的满意是我们心愿,我们秉承这一理念,不断努力自己的软硬件实力,为广大新老客户提供更可靠 湖南株洲脱硫塔产品和服务。



5) 糊制圆形风管时,玻璃布可沿径向45度角的方向剪成布带;糊制圆锥形制品时,可按扇形裁布。
6) 风管加固,矩形风管的边长大于900mm,且管段长度大于1250mm时,应进行加固。加固尽量采用本体材料(纤维增强胶材料)在大应力处设置加强盘,提高截面模量,从而提高管体整体强度。风管的加固也可在风管制作完毕后,采用经过防腐处理过的金属或其他耐腐材料进行加固,加固件应与风管成为整体,并采用与风管本体相同的胶凝材料封堵缝隙。
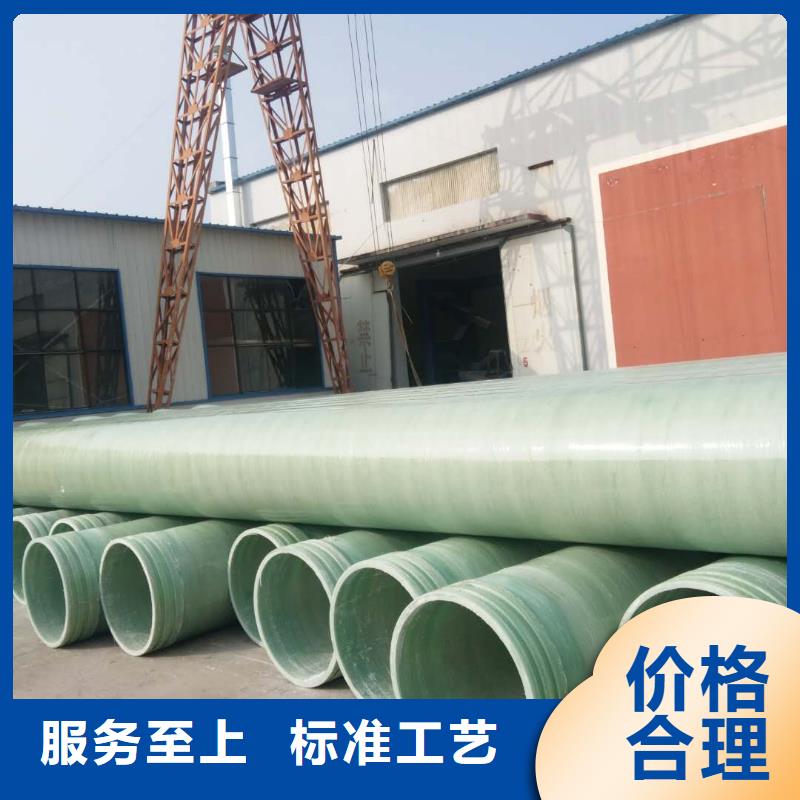
玻璃钢除臭风管可以应用于石油、化工及排水等行业。随着我国玻璃钢管道生产发展快,数量逐年上长,应用范围及部门也越来越广。
一、制造玻璃钢管道的方法
交叉缠绕工艺、离心浇铸工艺、连续缠绕工艺
6) 风管加固,矩形风管的边长大于900mm,且管段长度大于1250mm时,应进行加固。加固尽量采用本体材料(纤维增强胶材料)在大应力处设置加强盘,提高截面模量,从而提高管体整体强度。风管的加固也可在风管制作完毕后,采用经过防腐处理过的金属或其他耐腐材料进行加固,加固件应与风管成为整体,并采用与风管本体相同的胶凝材料封堵缝隙。
玻璃钢除臭风管可以应用于石油、化工及排水等行业。随着我国玻璃钢管道生产发展快,数量逐年上长,应用范围及部门也越来越广。
一、制造玻璃钢管道的方法
交叉缠绕工艺、离心浇铸工艺、连续缠绕工艺



1) 首先在模具成型面上涂抹脱模剂(或在模具外表面包上一层透明的玻璃纸),待充分干燥后,将加有引发剂(或固化剂)、促进剂等添加剂均匀涂刷在模具成型面上,随之在其上铺放裁剪好的玻璃布。然后在铺好的玻璃布上再涂刷氯氧镁水泥,并注意驱除气泡。涂刷好氯氧镁水泥浆后再铺上剪好的玻璃布,如此重复上述操作,直到达到设计和规范厚度。
2) 风管表层浆料厚度以压平玻璃纤维网格布纹理为宜(可见布纹)。管壁表面不允许有密集气孔和漏浆,以避免承受弯曲拉应力(正风压)、弯曲压应力(负风压)时的应力集中。
3) 管体与法兰转角处应有过渡圆弧,过渡圆弧半径应为壁厚的0.8~1.2倍,才能提高悬臂状态法兰承载能力和避免应力集中。要求风管法兰处的玻璃纤维网格布应延伸至风管管体上。
2) 风管表层浆料厚度以压平玻璃纤维网格布纹理为宜(可见布纹)。管壁表面不允许有密集气孔和漏浆,以避免承受弯曲拉应力(正风压)、弯曲压应力(负风压)时的应力集中。
3) 管体与法兰转角处应有过渡圆弧,过渡圆弧半径应为壁厚的0.8~1.2倍,才能提高悬臂状态法兰承载能力和避免应力集中。要求风管法兰处的玻璃纤维网格布应延伸至风管管体上。
