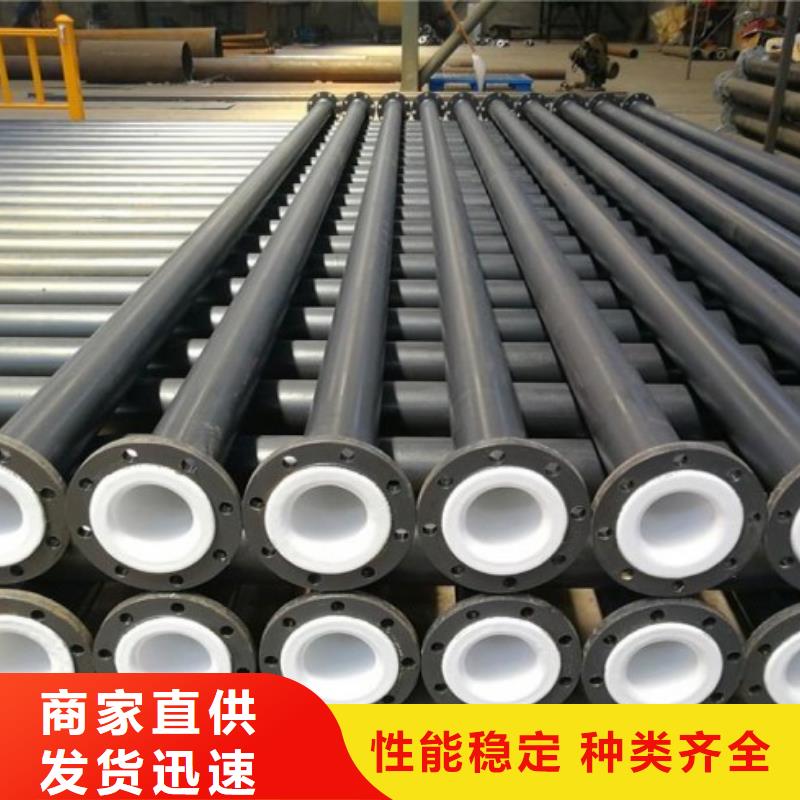




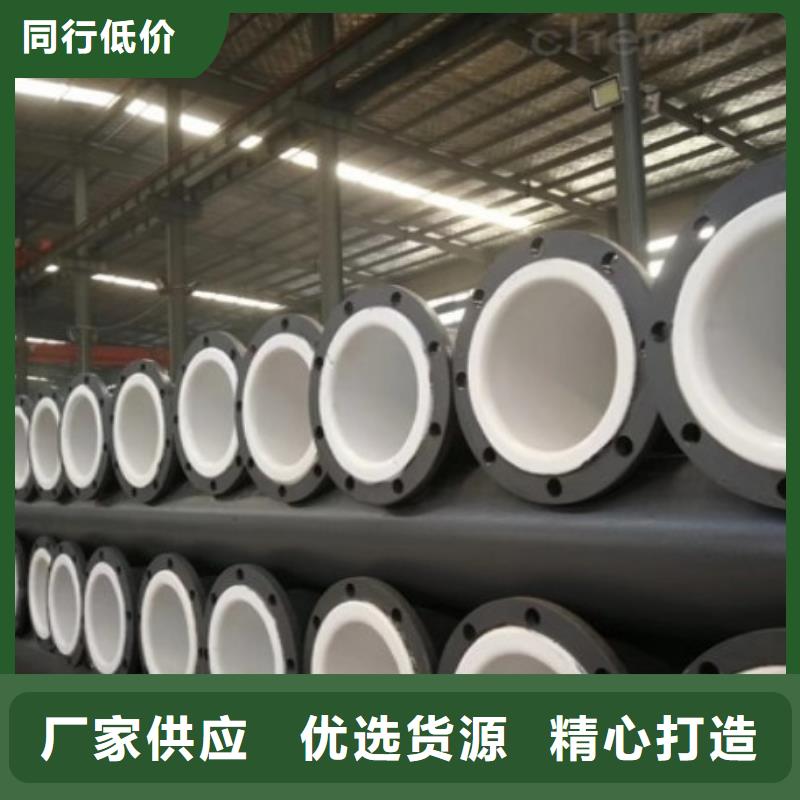



钢衬PO管道 钢衬PO管件
PO是英文PLOY聚合物的缩写,中文名字聚烯烃,PO树脂属高分子也乙烯的均聚物,并与乙烯、丙烯、丁烯等烯烃类聚合,也包括部分特性共混、增强和复合物。它是中新型的耐腐蚀、防静电、、强度高、刚性好的衬里材料。由于聚烯烃(PO)是乙烯、丙烯和丁烯共聚而成的种烯烃共聚物,因此它不但克服了单组份的缺点,具有聚乙烯良好的韧性及耐低温性、聚丙烯较高的软化温度、聚丁烯优良的热和光的稳定性,而且保持了乙烯、丙烯的耐腐蚀、耐冲击和电绝缘性能。其使用温度可比聚乙烯、聚丙烯高出20—30度。
钢衬PO管道、管件产品,采用碳素钢管、衬里材料为高性能PO材料,钢衬PO管道、管件克服了聚乙烯和聚丙烯与金属结合力差的缺点,具有很强粘结力,能与金属牢牢的结合在起,是目前理想的防腐蚀管线的选择之。



衬塑管道企业今年下游行业将会有什么新的变化?
衬塑管道行业下游行业将会有新的变化?估计市场较关心的是两个方面,一个是新城市化建设的细节在舞台上将会是一个什么;另一个是房地产市场,因为一些省份和城市房价暴跌春节过后,会有新房间控制措施,具体是什么方向?实际上这些基本上揭示了新城市化建设的核心是城市化的解决方案,它是通过系统的农民工群体成真正的“城市人”;城市而不是过去简单的运动,但以下,作者认为,城市设投资增加是不可避免的,也是一个市场的认可,即使会议再次强调人的城市化,如何估计建立小城镇建设仍有继续,这肯定会增加钢铁需求释放。
衬塑管道行业在中国正面临较严重的问题,仍然是产能过剩,供给的矛盾,和当前 拿出一个解决方案,仍落后生产能力,提供更多的机会消化和落后的生产能力。无可否认的事实,一个全国性的异形钢管淘汰落后产能是承受着巨大压力,但多达10亿吨的能力,只有大约72%的产能利用率,近3亿吨的闲置产能的时候完成,这不是,较好拉下不合格的高炉运行,但面对既得利益,暂时充满艰辛的道路。短期关上大门,然后看看消化,增加棚户区变成新住宅地区,中西部地区,铁路和其他交通基础设施的投资,经济适用房,小投资,等已经或即将促进城市化建设,已经知道市场的政策和措施,积极因素和基本消费市场,那么只有进入具体实施阶段的实际需求,真的可以影响市场。
衬塑管道节能的要求和社会对恢复自然环境的呼声也越来越高。为适应这些要求,新的不锈钢异型管将得到开发,冶炼新工艺和新设备将相应出现。铸造生产的机械化自动化程度在不断提高的同时,将更多地向柔性生产方面发展,以扩大对不同批量和多品种生产的适应性。节约能源和原材料的新技术将会得到优先发展,少产生或不产生污染的新工艺新设备将首先受到重视。供特种铸造用的机器和设备以及许多运输和物料处理的设备。铸造不锈钢异型管生产有与其他工艺不同的特点,主要是适应性广、需用材料和设备多、污染环境。
我国不锈钢衬塑管道的整个行业发展呈现出不平衡的状态,在当前不锈钢管产业量猛增的形势下,原料的来源十分的紧张,国内的供应量严重不足,基本上主要依靠进口原来来维持发展。在铁矿石上涨的情况下也同时增加了不锈钢成本,对于如今市场竞争激烈的情况下,很难竞争,给企业的生产经营造成困难。另外,主要技术经济指标尚需进一步改善,我国热轧成品钢材(坯-材)成材率在93%左右,其中,热轧无缝不锈钢管(坯-材)成材率,视其技术装备水平不同波动较大,技术先进轧机一般为90-92%;技术落后轧机仅为80%左右;先进轧机为75%以上,落后轧机为70%以下。总之,上述指标同国际先进水平比仍存有差距,亟待改善。


纵横机械制造有限公司不光重视 山东淄博衬四氟管新技术、新产品的引进和开发,而且学习国内外优质管理经验,不断创新管理模式,制作学习型组织,以精雕细镂的 山东淄博衬四氟管产品质量,务实的工作作风,服务于全国各地采购商。




加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
钢衬塑管道法兰焊接注意事项:
首先:法兰和管子之间要保持垂直状态,这一点很重要,如果不垂直结果就会导致管线歪曲,管线越长,歪曲度就越大。
其次:焊接不能有盲点,法兰内径肯定要比管道外径大,焊接过程要仔细,要全焊,不能出现所谓的漏点。
第三:管子两头的法兰焊接时法兰孔要对准,保持在一条线上,方便以后安装。
第四:法兰和管子之间的焊接缝隙要处理,进行打磨,内外都要进行打磨,外边是为了美观,里边必须要平整,否则影响衬塑效果。