
产品详细介绍

塑料托盘的生产一般釆用三种工艺方法:一是注射成型,需要万克以上注射机及大型模具配套,成本较高;二是组合型,釆用挤压法,成本低但使用强度较差;三是异型中空吹塑,工艺简单节省原料。其中组合型托盘在中国很少。


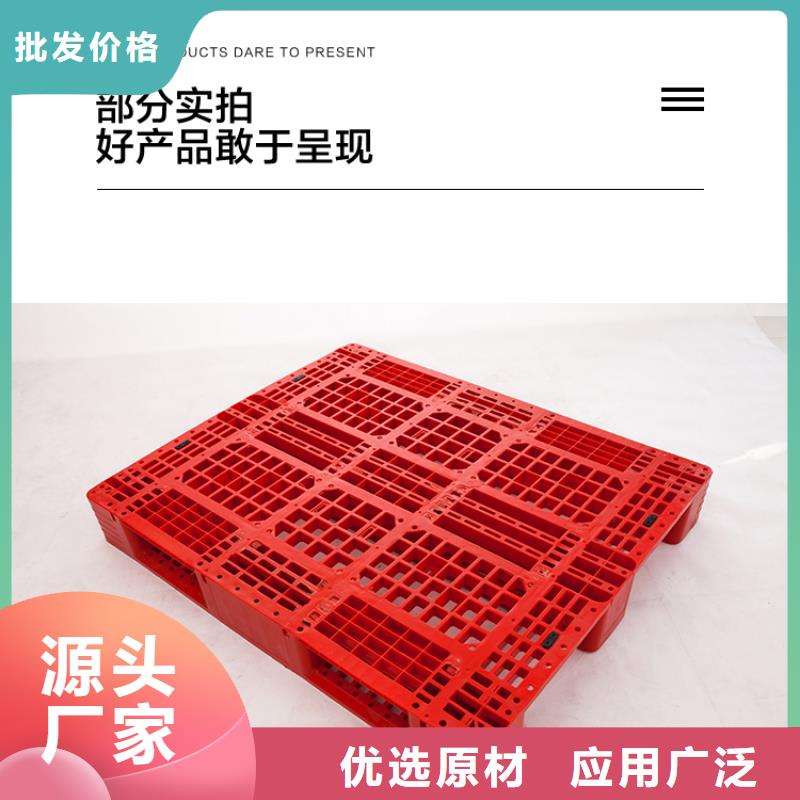
近几年塑料托盘的年均更新率和增长率均在10%左右,其中石化、烟草、食品、医药和运输等行业使用塑料托盘数量更是成倍增长。塑料托盘与木制托盘相比,硬度及周转使用率提高了3-5倍,符合节约木材资源的要求。而且它可以反复使用,耐水、耐晒,节约运费,有利于露天作业和存放,无需占用周转仓库。



赛普塑料制品有限公司经过多年的研究, 江苏泰州物流周转箱产品不断推陈出新,坚持技术、科学管理、诚信经营,注重引进的生产技术设备,推行标准化生产,从原材料采购、生产管理、产品检测等关键环节把关。



塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。


