

迄今南恩物资有限公司 浙江工字钢产品已经在全国几百个工程项目中得以应用,并且以其优异的质量和完善的服务体系以及合理的价格优势等赢得了广大客户的信赖和厚爱。公司已建立起遍布世界的完善的销售和售后服务网络体系, 浙江工字钢产品畅销全国200多个城市,深受客户的欢迎和好评。



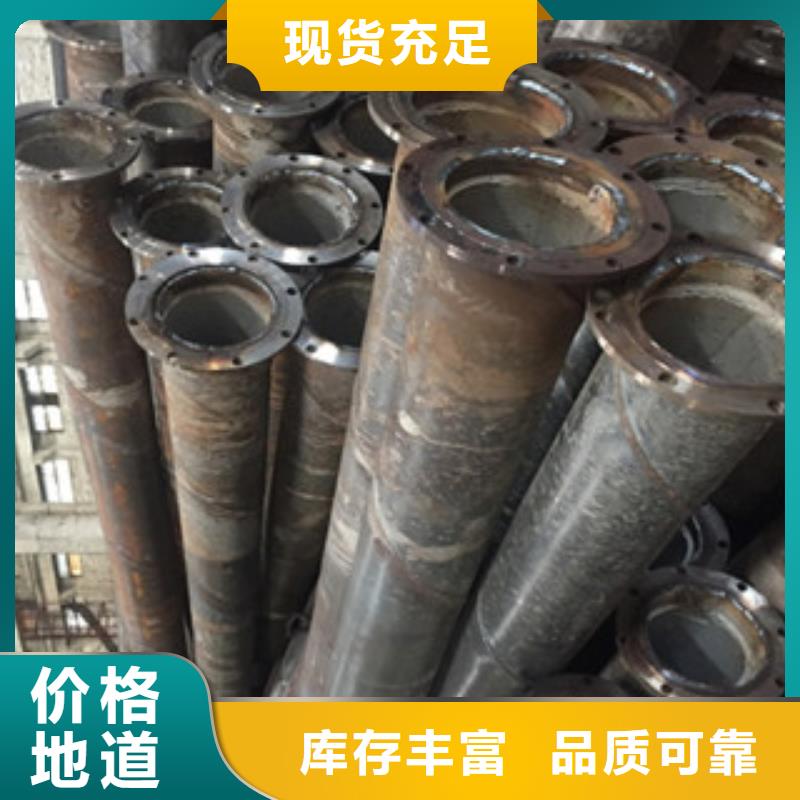
精密螺旋钢管的规格及特点
由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。
冷拔精密钢管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
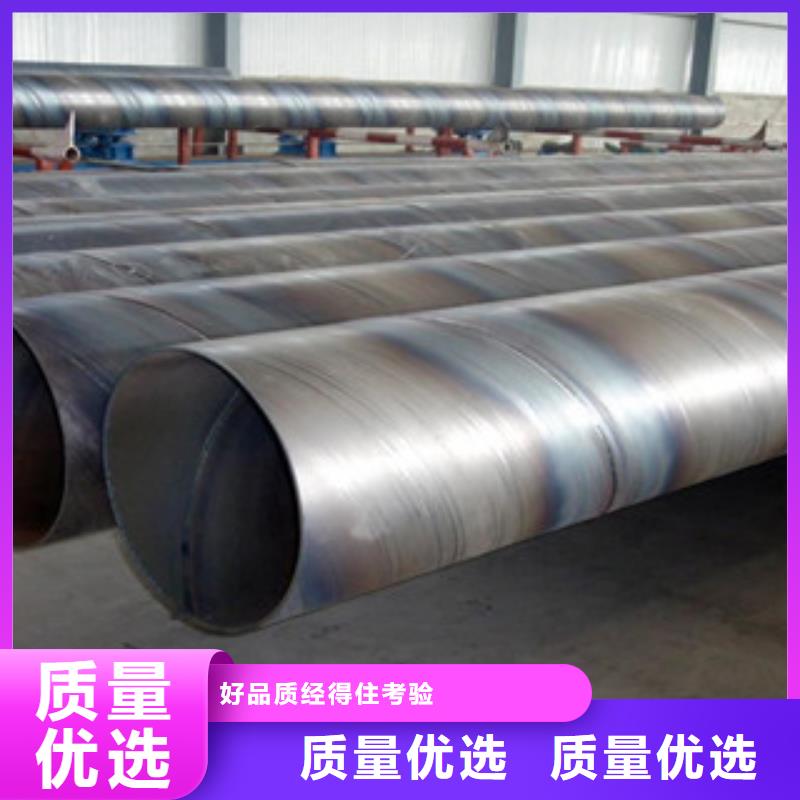
热轧精密钢管的工艺流程
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。



螺旋钢管表面缺陷的形成有两种可能性:一种是材料本身在变形过程中塑性不够,导致裂纹与外折形成;另一种是材料表面氧化引起表面缺陷,表面缺陷在变形过程中放大成为裂纹与外折。 为了研究材料高温塑性,进行了一系列热模拟拉伸实验。 可以发现900-1 200℃为9Ni钢的高塑性区,其拉伸变形量可达90%以上。对比轧管各个阶段的变形量与变形温度,不难发现穿孔与斜轧两个步骤都在高塑性区,且变形量远小于材料的变形能力。定径步骤 阶段温度虽然低于900℃,但是前面的分析已经表明,管体外表而的缺陷形成在定径之前。因此可以认为,本次轧制中出现的小外折与裂纹不是由于材料本身塑性不佳引起的。
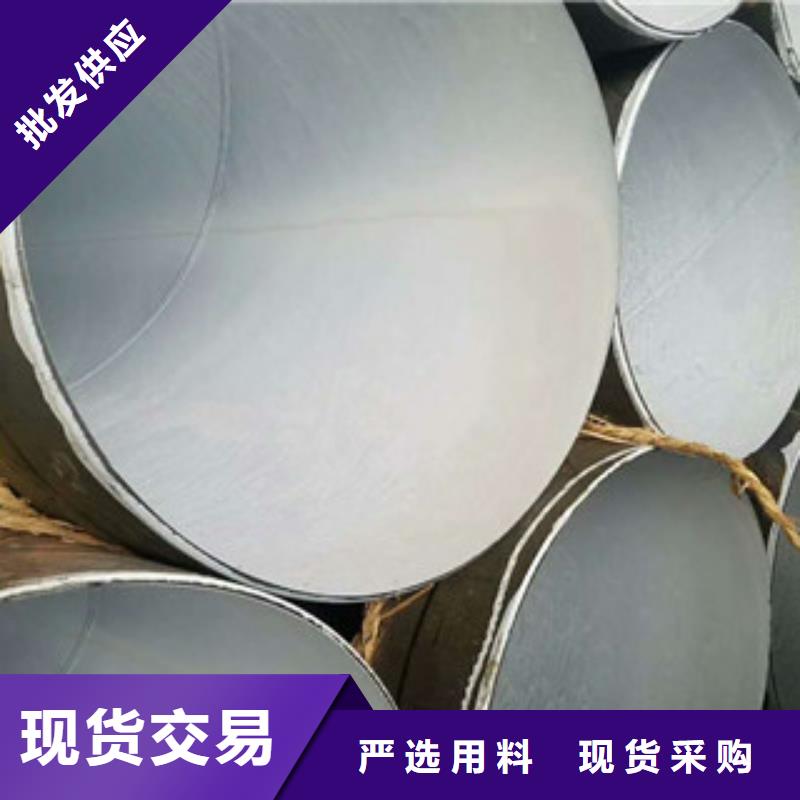
螺旋管性能和主要特点是什么?螺旋管是一种通过精拔或冷轧处理后的一种高精密的钢管材料。由于螺旋管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。螺旋管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。主要特点:钢管内外壁高精度、高光洁度,热处理后钢管无氧化层,内壁清洁度高,钢管承受高压,冷弯不变形,扩口、压扁无裂缝,能作各种复杂变形及机械加工处理。钢管颜色:白中带亮,具有较高金属光泽。



生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。


1、清洗
应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐措施。
2、工具除锈
首要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度。
3、酸洗
普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。
4、喷(抛)射除锈
喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以彻底肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。
喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置。



