


联系我们

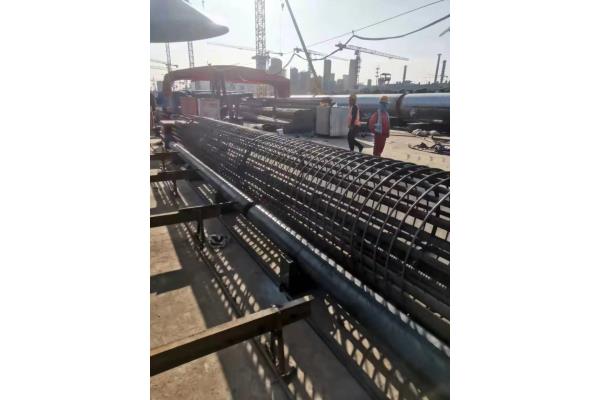
钢筋笼成型机双绕筋
更新时间:2024-12-23 14:57:19 浏览次数:4 公司名称:许昌 建贸机械 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 26000/台 |
| 发货期限 | 1 |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢材 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 许昌 |
| 产品产地 | 河南 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 型号 | JMRLJ-3000 |
| 钢筋笼直径 | 400-3000mm |
| 钢筋笼长度 | 2-36m |
| 电机总功率 | 14KW |
| 缠绕筋 | 4-18mm |
| 缠绕筋间距 | 可调 |
| 焊接方式 | 二保焊机 |
| 焊接材料 | 焊丝焊条等 |




盘锦钢筋笼成型机双绕筋

灌注桩钢筋笼制作作业准备:
技术准备施工图已到位,经过审核已澄清有关技术问题,技术人员已认真熟悉施工图纸、规范及技术标准。人员经培训合格后进场,特种工持证上岗。防护用品:穿绝缘鞋、戴绝缘手套和防护面罩或深色防护眼罩等已发放给操作人员,操作人员熟知使用方法。
灌注桩钢筋笼制作材料准备:
钢筋已到达现场,其品种、级别和规格符合设计要求,并附有产品合格证、附件清单和有关材质报告单或检查报告,现场质检员已按要求进行外观检查,并按规定进行复试合格。检查每批钢筋的外观质量。钢筋表面不得有裂纹、结疤和折叠;表面的凸块和其它缺陷度的深度和高度不得大于所在部位尺寸的允许偏差。
灌注桩钢筋笼制作技术要求:
所使用的机械及设备具有合格的出场证明及使用期限。在大面积进行钢筋笼加工及安装前进行施工工艺试验,确定工艺参数。

准确而快捷。5.水平整直机构:本站主要是钢筋的水平方向直线度。本机构配有自动入料装置,由汽缸缸来压紧滚轮的前进和后退,滚轮由电机驱动,该电机的作用带动钢筋入料。6.放线架:放线架作用是存放待加工的线材。分为型和加重型两种:型:放线架总高1600MM,中心直径为400MM外圆为1600MM,可存放500公线材。7.整机操作台:本机控制台,由专用CNC和按钮开关组成。CNC具有自动生成图形,计数等功能操作界面图形化更加直观,人性化易操作。自动识别故障和功能可以更加方便快捷的设备
自制钢筋笼缠绕机/自动钢筋笼绕筋机速度比技术参数:
1、型号; GLJ-3000(按基本型配置)
2、加工范围;钢筋笼直径φ600---φ1500mm 长度12m
3、绕筋线速;0---15.4m/min ( i=59*1.25=73.75 )
4、小车速度;0---1.38m/min ( i=593 )
5,胶辊电机;Y90L-4 功率4kw
6、小车电机;Y90L-4 功率1.5kw
7、整机质 量 ;3500kg
8、外形尺寸;主机 13m*1.8m*0.8m 小车 15m*1.3m*1.5m
9、安装尺寸;16M*4
施工准备
钢筋已到达现场,其品种、级别和规格符合设计要求,并附有产品合格证、附件清单和有关材质报告单或检查报告,现场质检员已按要求进行外观检查,并进行力学抽检。
每批钢筋应由同一牌号,同一炉罐号、同一规格、同一交货状态组成,并不得大于60t。
检查每批钢筋的外观质量。钢筋表面不得有裂纹、结疤和折叠;表面的凸块和其它缺陷度的深度和高度不得大于所在部位尺寸的允许偏差。
检查每批钢筋的外观质量。钢筋表面不得有裂纹、结疤和折叠;表面的凸块和其它缺陷度的深度和高度不得大于所在部位尺寸的允许偏差。
在外观经检查合格的每批钢筋中任选两根钢筋,在其上截取1组试样,每组试样各制试件,分别做拉伸(含抗拉强度、屈服点、伸长率)和冷弯试验,当试样中有1个试验项目不符合要求时,应另取2倍数量的试件对不合格项目做第二次试验。当仍有1根试件不合格时,则该批钢筋应判为不合格。
对进场钢筋
5、箍筋缠绕及焊接
钢筋安装利用箍筋盘,通过调直机构,把箍筋端部与主筋连接,移动盘转动前移,通过控制台设定好的转速与移动速度,进行箍筋缠绕及间距控制。
箍筋与主筋交叉点采用CO2保护焊焊接。该部位为设备的选配结构,可选择自动手,也可直接人工焊接。
6、相邻钢筋笼对接
以 、二节钢筋笼连接为例,当 节钢筋笼加工完成后,在末端剩余1m时,通过固定盘分料器,人工连接第二节主筋,完成后开动移动盘继续向前移动,同时继续缠绕箍筋,停止焊接,将第二节钢筋笼拖出固定盘模板1m后,停止移动盘,锁紧固定盘模板定位螺栓,人工标识主筋连接顺序,拆开两节钢筋笼之间的连接,卸除 节钢筋笼,将移动盘回移到位后,重复以上工序,完成第二、三节钢筋笼加工。
7、加劲箍圈的制作与安装
加劲箍圈采用自动弯箍机进行加工。
加劲箍圈安装分为两步, 步分是在钢筋笼完成自动滚焊后卸除钢筋笼前,为保证整体刚度,在钢筋笼两端及中间各焊接一加劲箍圈;第二步是完成卸笼后,在半成品存放区进行剩余部分加劲箍圈的安装及焊接及声测管的安装。
卸笼