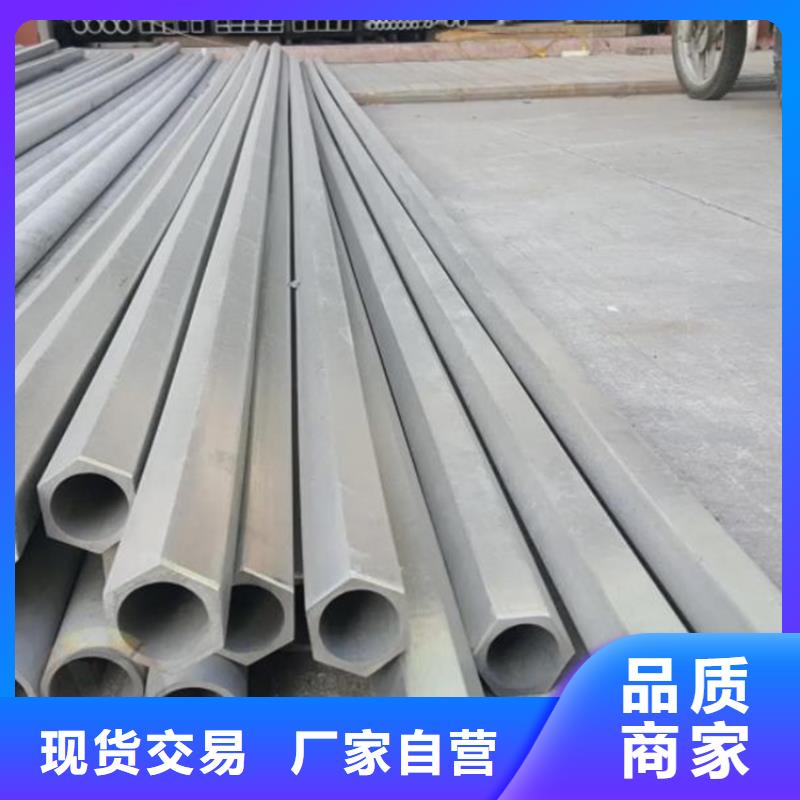

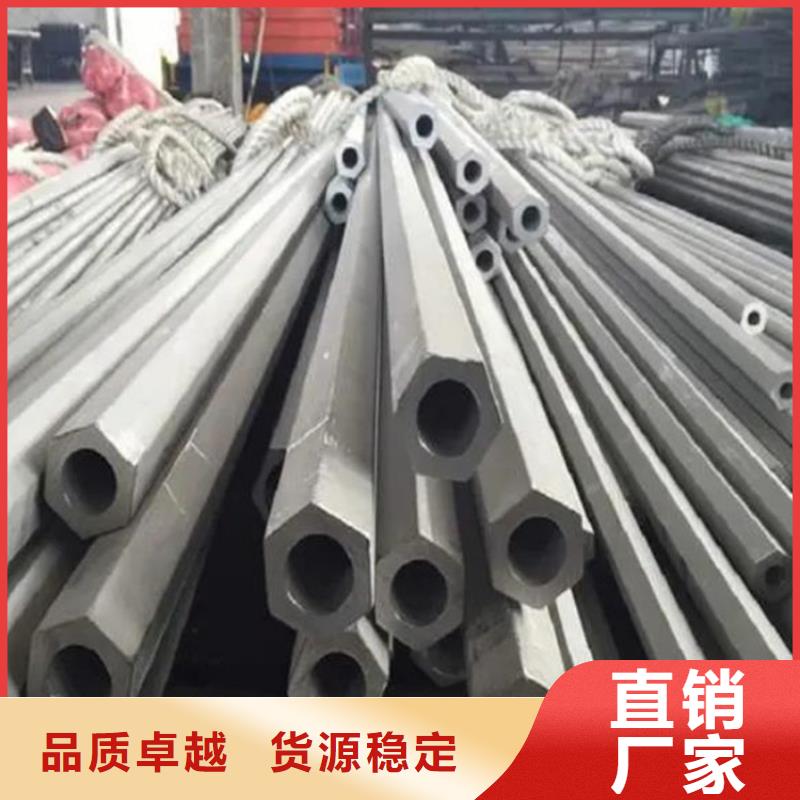

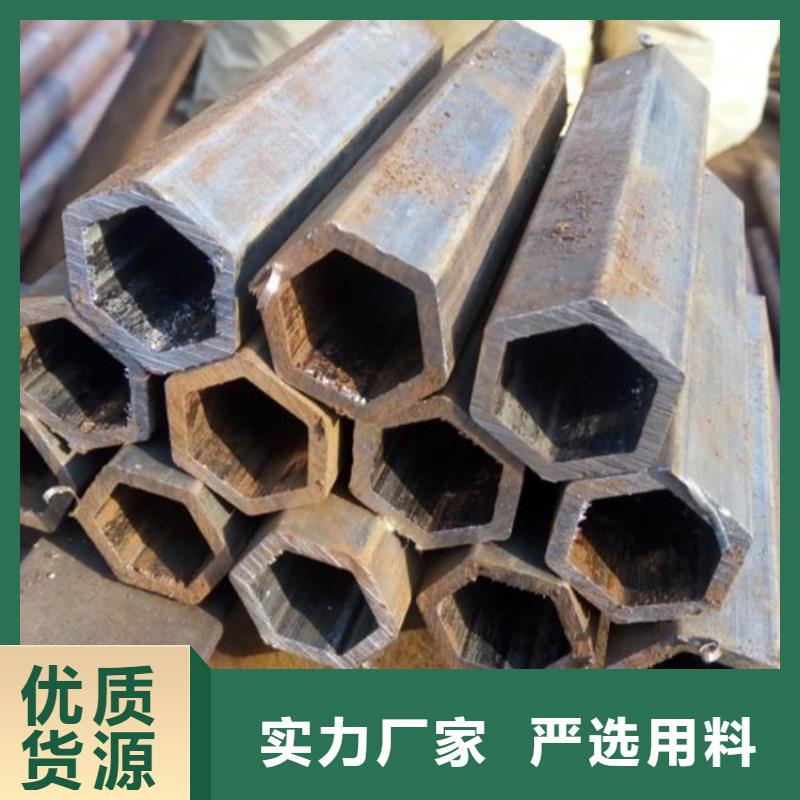
烟台无缝六角管规格全
六角管厚壁管生产制造在加工工艺上存有一系列的艰难。比如对接焊品质不稳定,非常容易搭焊导致一系列艰难,非常容易造成波浪纹和起包。电焊焊接不稳定,非常容易搭焊。飞锯断开时非常容易造成创口形变。六角钢管在运送和拨料时非常容易造成压坑、形变这些。而在其中的重要则是成形起包。造成成形起包的缘故则是边沿拓宽。 六角钢管闪亮焊的关键特点是有火苗持续爆发的状况。夹持在对机轴杆上的热轧带钢首尾在电流量接入后,即被移近,相互之间触碰。先触碰的一部分电限非常大,电焊焊接电流量把点接触以及相邻地区的金属材料迅速加温到熔融溫度,使热轧带钢首尾触碰一部分产生形状记忆合金构造柱,持续的快速加温使构造柱处形状记忆合金加温至拂点,展现金属材料蒸气。 当六角钢管金属材料蒸气的工作压力超过形状记忆合金的界面张力时;构造柱产生工程,因此展现出强烈的火苗,产生闪亮。轴杆的持续挨近,使火苗在电焊焊接全过程中持续迈进,直到终断电流量才行,这就是火苗造成的缘故。


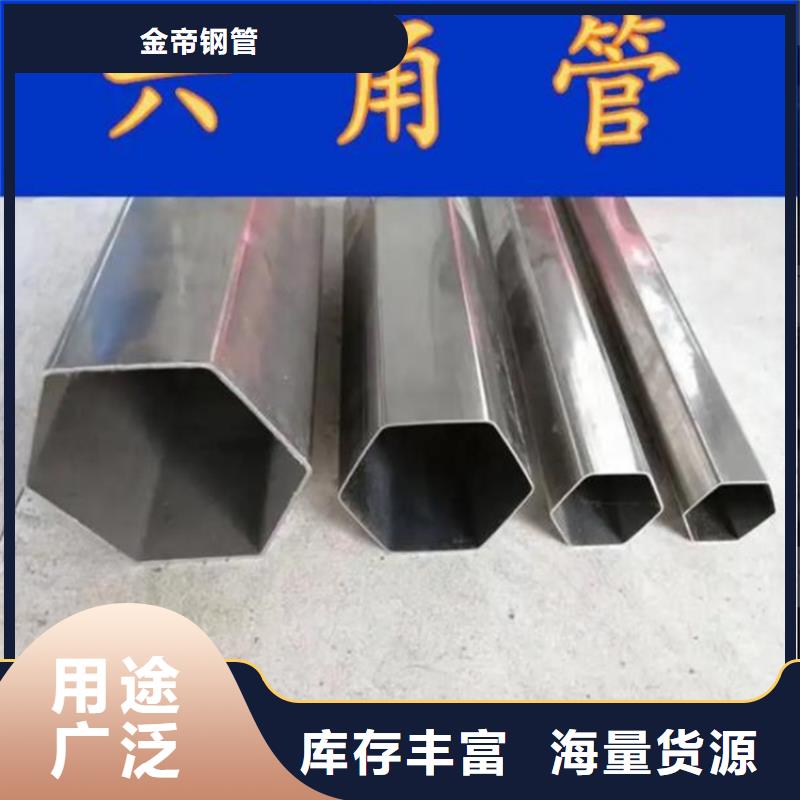
不锈钢六角管经水冷散热后退出应注意的事项,具体内容如下: 在加工过程中针对防锈涂料和胶黏剂要比平常使用量大1%,那样才可以 做到具体规定的薄厚。 第二就是退出后不必高溫曝晒,曝晒非常容易造成PE层澎涨进而摆脱无缝钢管 表面,达不上防腐蚀实际效果。 第三就是在退出后不必被淋雨,淋雨后非常容易造成管插口渗漏。 第四就是退出后应摆在整平的地区,平摆起,不必相互之间挤压成型式放置, 如需挤压成型式放置至少要间距24钟头,等PE层彻底粘附到无缝钢管表面才能 够 。
烟台无缝六角管规格全 烟台无缝六角管规格全
烟台无缝六角管规格全

