


云海旭金属材料有限公司 优选:文山灯光栏杆企业
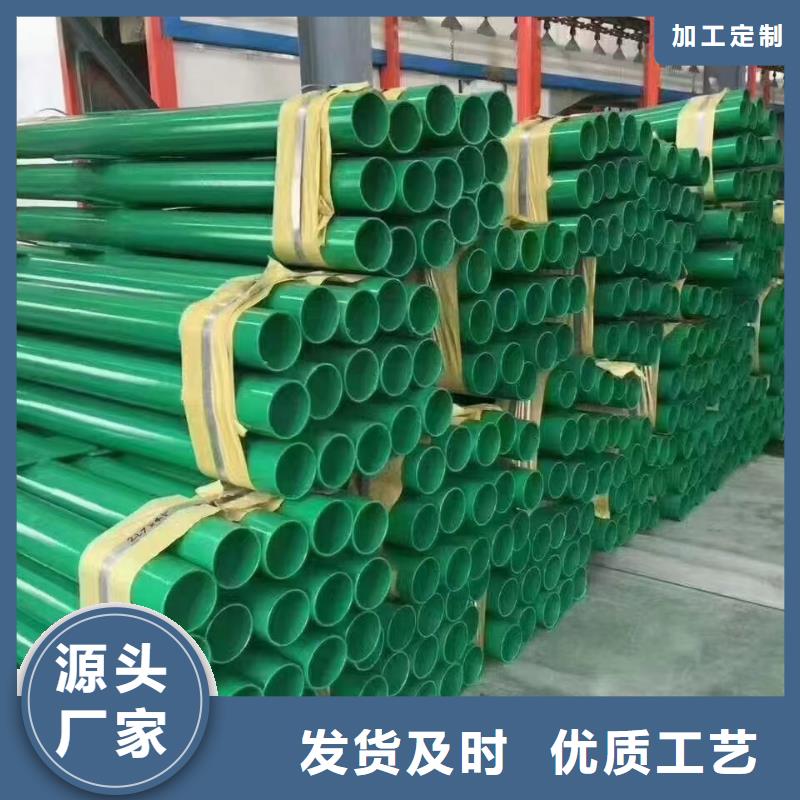
表面处理方式采用外表面浸塑,该处理方式且成熟,能吸附包裹产品表面,附着力和防腐性极强,且PE&PVC材料具有无害,防腐、防老化、抗晒、耐高、低温等特点,室外环境中使用寿命可达5-10年。常见的使用框架型的护栏,孔由低碳钢丝焊接成型,片焊接边框,片的防御能力更强。 今明两年高速公路护栏用钢增长三成,以下给您做分析:简要:交通运输(2011-2015年)发展规划提出,到2015年末,公路客货运量分别达到400亿人次和300亿吨,规模也将进一步扩大,公路总里程将达到450万公里,高速公路总里程将达到8万公里,覆盖90%以上的城镇人口超20万的城市。 后两年高速公路建设仍将保持较快增长,因钢材是支撑高速公路的主要材料,由此引起钢铁生产企业和钢铁贸易企业的极大。2013年高速公路里程稳步增长2013年底,全国高速公路里程达44万公里,比上年末增加0.82万公里,增长52%。 其中, 高速公路08万公里,增加0.28万公里。全国高速公路车道里程413万公里,增加67万公里(详见图1)。时期公路建设。基本完成2004年审规划,建成比例超过90%,通车里程达到3万公里。
当然,市场仍然多在 ,把持。随着国内房产市场、交通工程、港口机场的不断建设,为护栏行业的发展带来了的契机。据了解,国内护栏市场近100亿的需求量,而产能达到了500亿。供大于求的市场状况,表明了市场竞争激烈。 而现在的销售模式仍停留在了、招投标等方式上,逐渐成熟的今天,护栏产品的电子商务销售却是一片空白。而电子商务在早已经响过了春雷,在其它行业,站纷纷破土而出,争奇斗艳,如小轿车上了雅宝的站等等。 站正在咬牙攻关,蓄积力量,在平静的表面下伺机而发。然而电子商务不是少利,她必将形成一种产业化的结构,对人类的文明产生又一次。电子商务将以其空间时间无限性、中间环节简单性以及购物方便快捷性而受广大民众青睐,从而在全社会范围对商业运作产生深远的影响。 富有远见的商家经营的不只是今天,更应该早早地为明天做好,随时随地洞观局势,方能处处对手。公路护栏业介入电子商务是大势所趋。行业越来越,无论是价格、管理和,对护栏企业的要求越来越高,各个制造商都在全力的进行改造和。



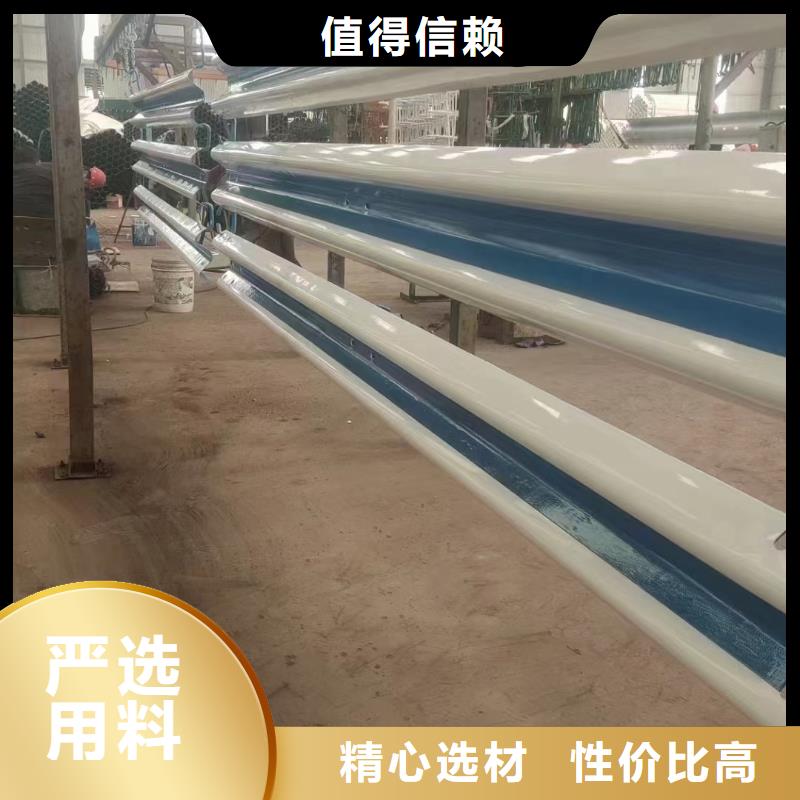
应保证铁艺立柱全部座落在钢板上,并且四周能够焊接。安装立柱焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。扶手与立柱连接立柱在安装前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。 然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用铁艺焊条进行焊接。诚信不锈钢铁艺部提醒:焊接前,必须将沿焊缝每边30~50mm范护内的油污、毛刺、锈斑等干净。 打磨抛光全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。抛光时采用绒布砂轮或毛毡进行抛光,重庆不锈钢栏杆施工人员提醒,同时采用相应的抛光膏,直到与相邻的母材基本一致,不显焊缝为止。以上六点就是通常铁艺护栏的安装流程,具体问题具体分析,可能稍微有点不同,但是总体上都是一致的,总之就是要安装的很到位,很,确保N年内不出现任何问题,这才是我们所希望的完美无暇的铁艺护栏安装工程。 铁艺护栏施工方案编制依据:铁艺护栏施工图建筑工程验收规范GB52002工程概况:本工程包括铁艺护栏制作,安装,油漆。铁艺护栏要求铁艺施工安排在施工前由负责人对各项施工负责人进行施工方案交底,并由人员施工队长编写交底,对施工人员进行培训及现场作业指导。

焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
