
联系我们

当前位置:
聊城 鹏鑫钢铁有限公司 >
攀枝花当地产品频道
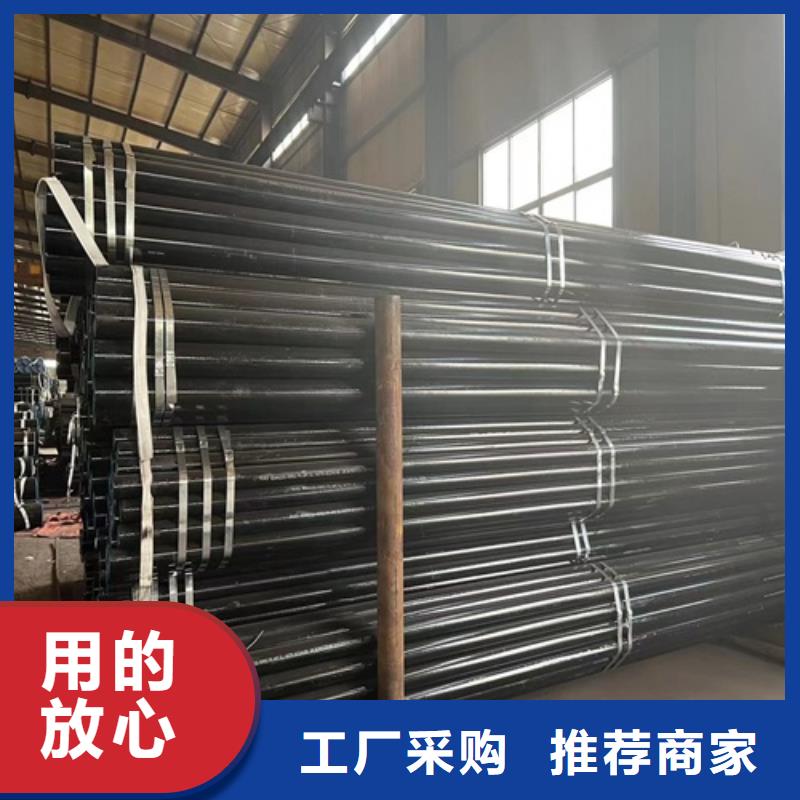
X52管线管现货直供
更新时间:2024-12-22 18:09:12 浏览次数:4 公司名称:聊城 鹏鑫钢铁有限公司
以下是:X52管线管现货直供的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 10000吨 |
| 运费说明 | 电议 |
| 最小起订 | 0 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | L245、L290、L360等 |
| 产品品牌 | 鹏鑫 |
| 产品规格 | 齐全 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品颜色 | 黑色 |
| 适用领域 | 用于石油、天然气工业中的气、水、油输送等 |
| 是否进口 | 否 |
以下是:X52管线管现货直供的图文视频


今年在四川省攀枝花市购买X52管线管现货直供有了新选择,鹏鑫钢铁有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的X52管线管现货直供产品。如需购买或咨询,请随时联系我们,联系人:李经理-15106358106,QQ:595117986,地址:聊城山东聊城经济开发区武夷山路发货到四川省 攀枝花市 仁和区、米易县、盐边县。 四川省,攀枝花市 1965年2月5日,中央正式批复同意成立攀枝花特区。攀枝花市是全国以花命名的城市,享有“花是一座城,城是一朵花”的美誉;是万里长江上游城,金沙江、雅砻江在此交汇;是四川南向门户,是四川通往南亚、东南亚的近点;是四川的亚热带水果生产基地,盛产芒果、枇杷、莲雾、石榴、草莓、樱桃等特色水果;市境内有格萨拉生态旅游区、二滩森林公园等旅游景点。2017年10月,被住建部命名为园林城市。2018年11月,入选中国城市小康指数前100名。
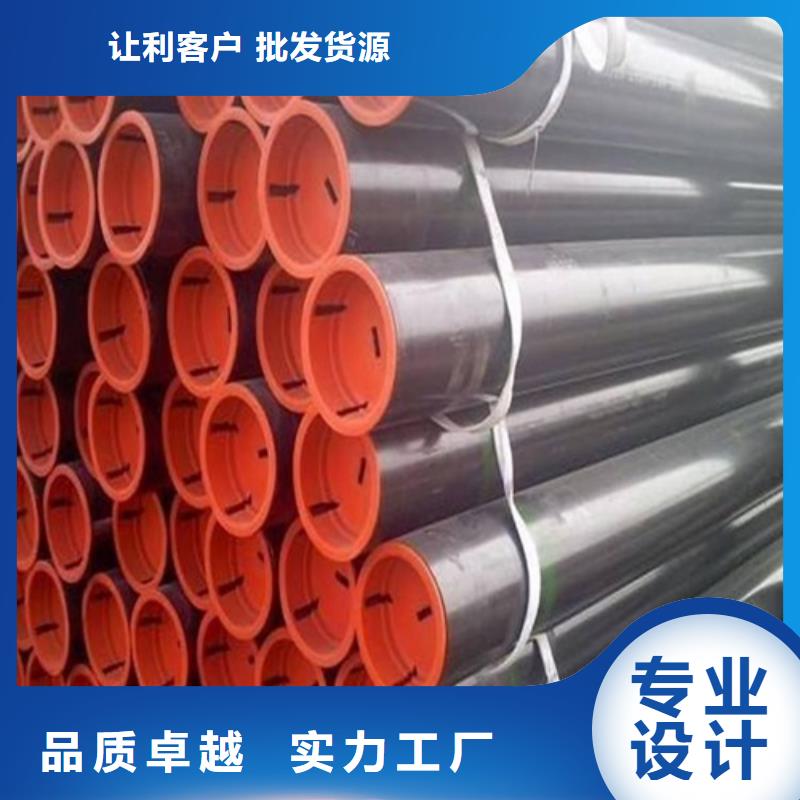
攀枝花X52管线管现货直供
鹏鑫钢铁

管线管激光焊接加工工艺 管线管的焊接前准备充分与一般的低碳钢是相同的,务必注意的是要认真处理好焊缝规格型号和附近的热镀锌层。便于熔透,焊缝规格型号要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;便于减少锌对焊接的渗透到,在焊之前,可将焊缝内的热镀锌层以后再焊。 在实际工程监理工作方面,采用了集中打焊缝,没留钝边制作工艺进行集中控制系统,两层激光焊接加工加工工艺,减少了未熔透的几率。 焊条应根据镀锌钢管的基本原材料选用,一般低碳钢由于充分考虑易可执行性,选用J422较为普遍。 焊接技巧:在焊两层焊的一层焊接时,尽量使锌层融化并使之汽化、蒸发而逸出焊接,可大大减少液态锌留在焊接中。 在焊角焊缝时,一样在一层尽量使锌层融化并使之汽化、蒸发而逸出焊接,其方法是先将焊条顶部向前约5~7mm左右,当使锌层融化后再回到原来位置再度向前电焊焊接。 再横焊和仰焊时,如选用短渣焊条如J427,错口趋于会并不大;倘若采用上下左右往返运条专业性,更可以得到无缺陷的电焊焊接质量。
 攀枝花X52管线管现货直供
攀枝花X52管线管现货直供
 鹏鑫钢铁
鹏鑫钢铁
联系人:李经理,电话:15106358106,鹏鑫钢铁有限公司在四川省攀枝花市本地专业从事X52管线管现货直供,四川省攀枝花市各个县市以及周边城市均可提供送货上门服务!