


更新时间:2025-05-31 10:44:39 ip归属地:黄山,天气:中雨转大雨,温度:5-22 浏览次数:7 公司名称: 广顺交通设施(黄山市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 20/件 |
| 发货期限 | 1-7 |
| 供货总量 | 50986 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |



云海旭金属材料有限公司
公路人行道防撞栏杆专业厂家直销
阳台护栏安装立柱:先在建基层放线,确定立柱固定点的位置,然后用冲击钻钻孔,再安装螺丝,在螺丝固定后,拧紧螺丝时,需双人配合,一个人扶着立柱使其保持垂直,在拧紧螺丝时不能晃动,另一人拧紧四周螺丝即可。
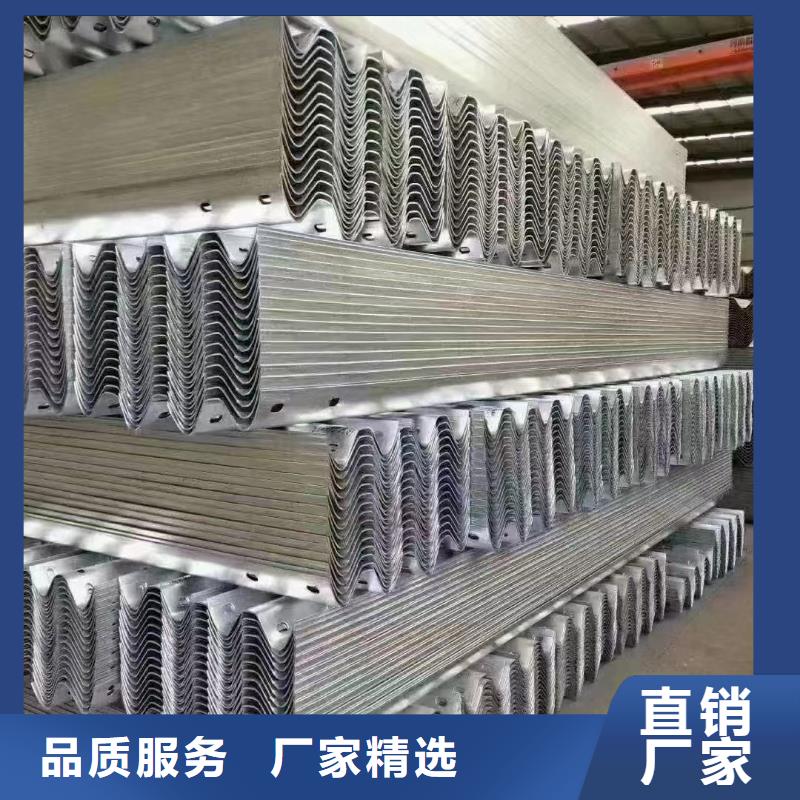
下面为大家介绍一下不锈钢复合管护栏的检查:检查不锈钢复合管护栏6米长一根,不锈钢复合管护栏锌合金护栏栏杆铝花是否有显著的扭拧,扭拧很大不能用,由于在铸铝窗时,要把型材拧直,这样这根型材在窗内老是存在原来的扭拧应力。检查不锈钢复合管护栏表面的平整度,如空心型材,看其四边有无凹陷和鼓出。
不锈钢复合管护栏表面不答应有裂纹,毛刺,起皮,侵蚀。不锈钢复合管护栏表面不答应有显著的划伤、压坑、碰伤。不锈钢复合管护栏用检查,也可以提出质量好坏的结论,主要检查以下几个方面:首先检查不锈钢复合管护栏的壁厚,确属薄壁型材不能用。
下面为大家介绍一下道路护栏在交通事故中的作用:全球每年有127万人死于交通事故中,而其中占得比例,卫生组织强调加强交通措施,如修建人行横道、机动车和非机动车道、修建道路护栏等,很多人不。
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点:
(1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。
(2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。
(3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。
(4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。
(5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
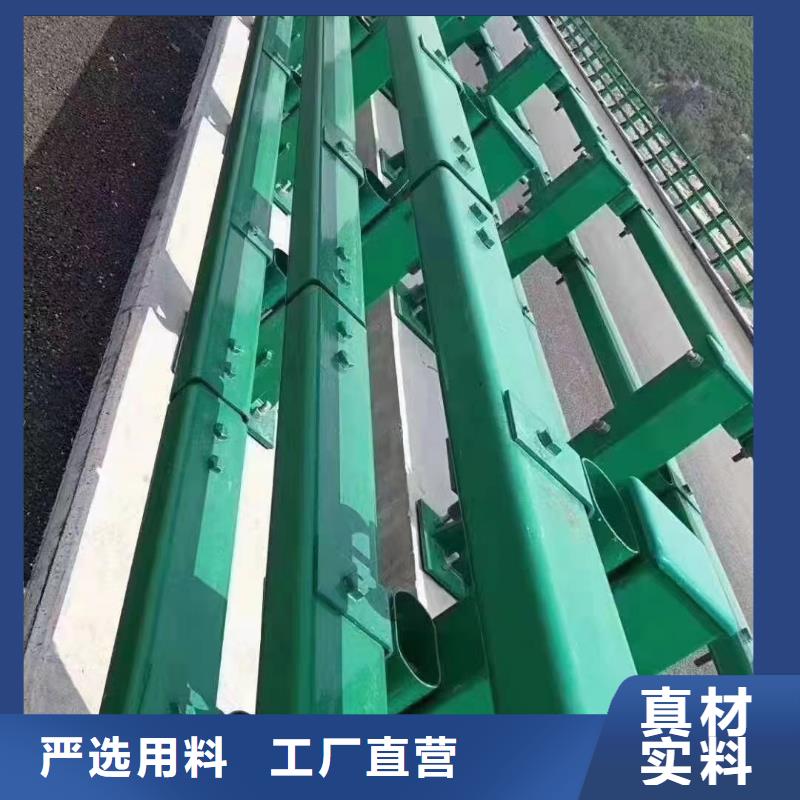
 公路护栏板的主要功能有:分隔功能:高速公路护栏板将机动车、非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机动车、非机动车和行人分道行驶,了道路交通的性,改善了交通秩序。阻拦功能:波形护栏板将阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机动车辆。
它要求护栏板有一定的高度,一定的密度(指竖栏),还要有一定的强度。警示功能:通过安装要使道路护栏板上的轮廓简洁明快,警示驾驶员要注意波形护栏板的存在和注意行人和非机动车等,从而达到交通事故的发生。
美观功能:通过公路护栏板的不同材质、不同的形式、不同的造型及不同的颜色,达到与道路环境的融洽和协调。可见,城市公路护栏板不仅仅是对道路的简单隔离,更关键的目的在于对、车流明示与传递城市交通信息,建立一种交通规则、交通秩序,使城市交通达到、快捷、有序、畅通、方便的效果。
安装配件:网片和立柱靠螺丝和各种特殊的金属卡子或者使用绑丝连接的。所用的螺丝均为自动防盗的。所用配件也可以按照客户的不同要求来具体设计。表面防腐处理方式:产品生产中采用电镀锌丝或热镀锌钢丝焊接成型后浸塑;或是低碳钢黑丝焊接直接浸塑或先焊接成型后再采用电镀+浸塑;镀锌+喷塑,喷漆等方式。
公路护栏板的主要功能有:分隔功能:高速公路护栏板将机动车、非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机动车、非机动车和行人分道行驶,了道路交通的性,改善了交通秩序。阻拦功能:波形护栏板将阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机动车辆。
它要求护栏板有一定的高度,一定的密度(指竖栏),还要有一定的强度。警示功能:通过安装要使道路护栏板上的轮廓简洁明快,警示驾驶员要注意波形护栏板的存在和注意行人和非机动车等,从而达到交通事故的发生。
美观功能:通过公路护栏板的不同材质、不同的形式、不同的造型及不同的颜色,达到与道路环境的融洽和协调。可见,城市公路护栏板不仅仅是对道路的简单隔离,更关键的目的在于对、车流明示与传递城市交通信息,建立一种交通规则、交通秩序,使城市交通达到、快捷、有序、畅通、方便的效果。
安装配件:网片和立柱靠螺丝和各种特殊的金属卡子或者使用绑丝连接的。所用的螺丝均为自动防盗的。所用配件也可以按照客户的不同要求来具体设计。表面防腐处理方式:产品生产中采用电镀锌丝或热镀锌钢丝焊接成型后浸塑;或是低碳钢黑丝焊接直接浸塑或先焊接成型后再采用电镀+浸塑;镀锌+喷塑,喷漆等方式。

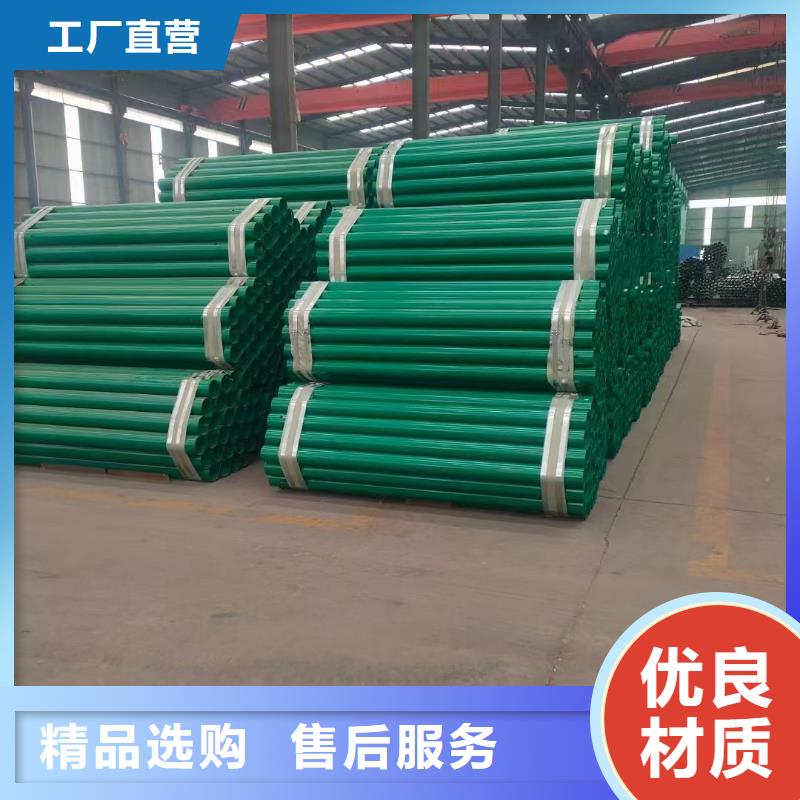
 下面为大家介绍一下不锈钢复合管护栏的优良品质:不锈钢复合管护栏采用6063工业用铝,通过、时效、烙化、高温静电喷涂后,以古典插扣组合式新工艺制作而成。不锈钢复合管护栏无需焊接、丝接和角码连接,其节点严密无缝、可靠,富有美观时尚不生锈、绿色环保寿命长的优良品质。
下面为大家介绍一下阳台护栏应注意的问题:高空坠物:阳台护栏安装完成并投入使用后一些用户为了阳台的美观喜欢在阳台上布置一些装饰品如花盆、鸟笼等有时稍不留意这些饰物就会坠落阳台给楼下住户带来隐患所以用户在布置这些时要做好加固措施摇?
下面为大家介绍一下阳台护栏应注意的问题:高空坠物:阳台护栏安装完成并投入使用后一些用户为了阳台的美观喜欢在阳台上布置一些装饰品如花盆、鸟笼等有时稍不留意这些饰物就会坠落阳台给楼下住户带来隐患所以用户在布置这些时要做好加固措施?
下面为大家介绍一下不锈钢复合管护栏的优良品质:不锈钢复合管护栏采用6063工业用铝,通过、时效、烙化、高温静电喷涂后,以古典插扣组合式新工艺制作而成。不锈钢复合管护栏无需焊接、丝接和角码连接,其节点严密无缝、可靠,富有美观时尚不生锈、绿色环保寿命长的优良品质。
下面为大家介绍一下阳台护栏应注意的问题:高空坠物:阳台护栏安装完成并投入使用后一些用户为了阳台的美观喜欢在阳台上布置一些装饰品如花盆、鸟笼等有时稍不留意这些饰物就会坠落阳台给楼下住户带来隐患所以用户在布置这些时要做好加固措施摇?
下面为大家介绍一下阳台护栏应注意的问题:高空坠物:阳台护栏安装完成并投入使用后一些用户为了阳台的美观喜欢在阳台上布置一些装饰品如花盆、鸟笼等有时稍不留意这些饰物就会坠落阳台给楼下住户带来隐患所以用户在布置这些时要做好加固措施?

 公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一现在国内比较成熟的作法是:粉末浸塑法它起源于流化床法所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。
我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。
所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。
流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化"流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。
公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一现在国内比较成熟的作法是:粉末浸塑法它起源于流化床法所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。
我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。
所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。
流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化"流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。