

联系我们

异型管矩形方管多年行业积累
更新时间:2024-12-24 08:31:46 浏览次数:5 公司名称:聊城 硕鑫钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
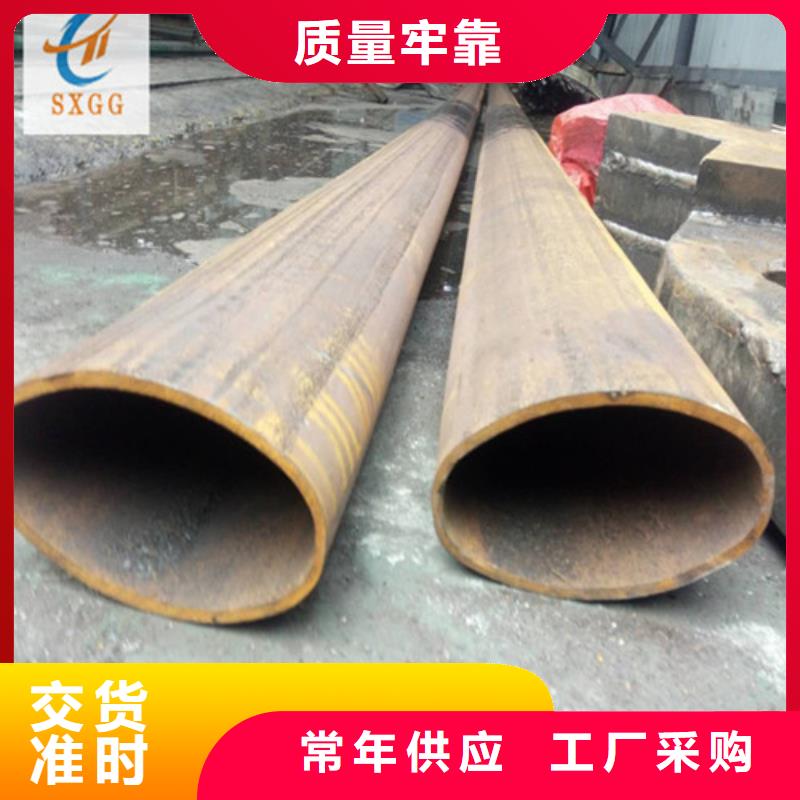
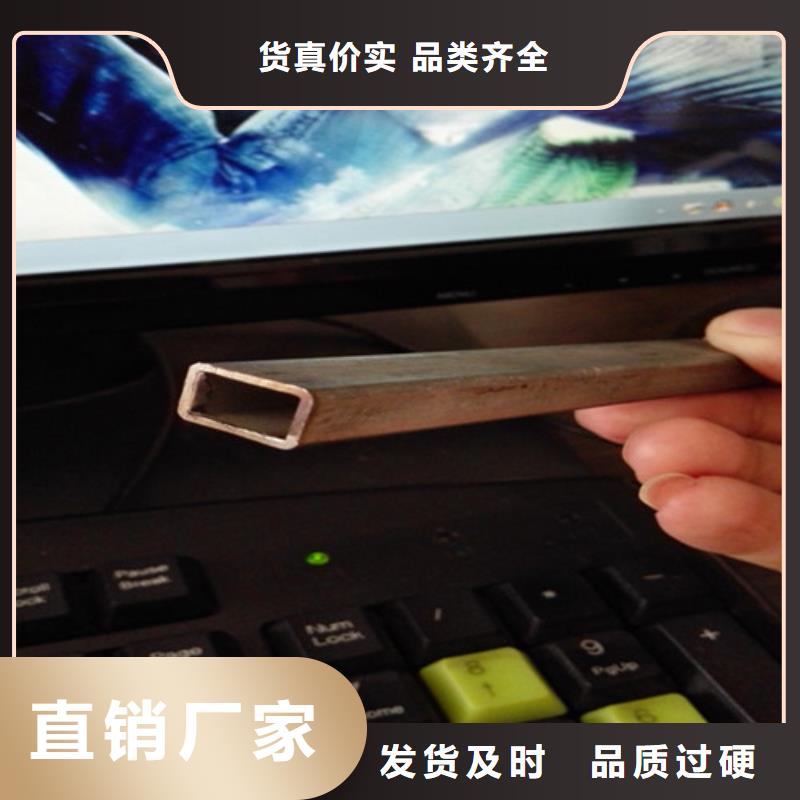
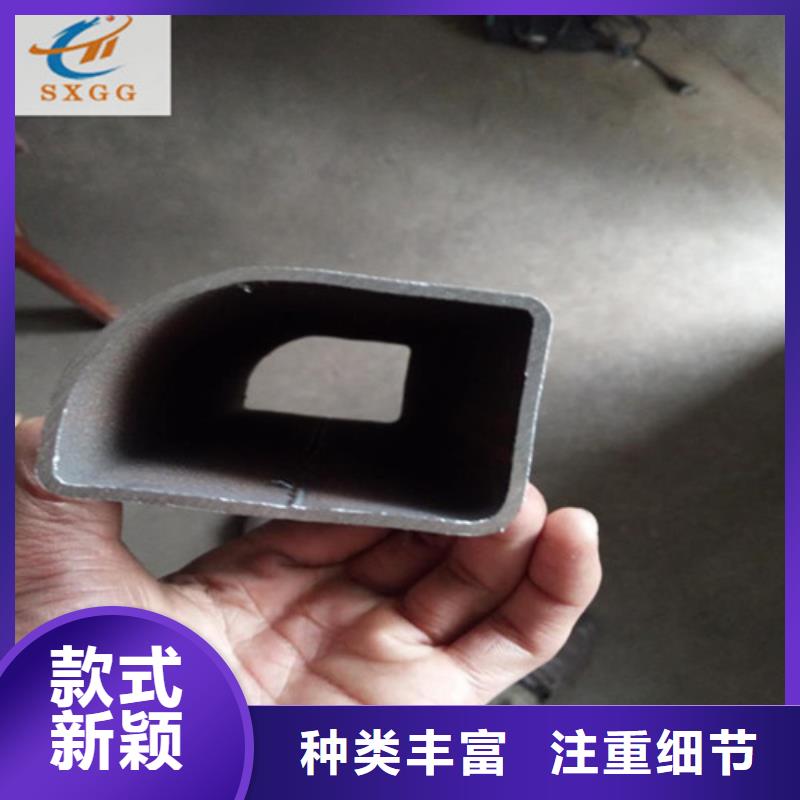
| 异型管 | 10-300mm壁厚0.8-20mm |




硕鑫钢管有限公司拥有自己的 山东烟台A333Gr.6无缝钢管设计团队、专业的技术调试团队、24小时的售后服务团队以及精湛技术的工厂。 公司始终坚持以“严谨”为宗旨,以为客户提供智能的性能与可靠性的 山东烟台A333Gr.6无缝钢管,增强企业竞争优势;满足客户目前及未来的需求为目标;以技术先进、可靠、快速等解决方案,让客户满意是我们永远不懈的追求。



我们在对异型管件进行铸造时,应该注意以下九个要点:
(一)浇注前要对铸水进行孕育和扒渣处理,过程中要不断流、平稳,以避免冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇不足等缺陷。
(二)型砂性能将直接影响异型管的质量,因此应具有良好的透气性、湿强度、流动性、可塑性和退让性等。
(三)在粘土含量相同时,膨润土比普通粘土的热湿拉强度高。在湿型粘土砂中加入适量的煤粉、木屑等,可提高抗夹砂能力,并可防止夹砂、粘砂而得到表面光洁的管件。型砂的水分定为6%左右,以使其具有较好的综合性能。
(四)要获得表面光洁度好的异型管,可以通过清理滚筒去除表面的砂子,也进行抛丸处理。非加工表面的粘砂必须清理干净,以防止影响管件使用。
(五)对于干模造型烘干工艺,要按操作规程进行操作,烘干时间为8h以上,以防因烘干不透而造成砂、气孔等缺陷。
(六)管件必须经过充分冷却才能扒出铸型,一般要求不小于3h。如果时间过短,会发生表面激冷而使硬度较高造成切削困难。异型管件较大时可能会产生热裂、内部应力较大,易造成变形而影响外形尺寸。
(七)在制作过程中重点要考虑的是其工艺结构和性能。一方面提高生产率,另一方面要保证质量。在生产中要检验模样的完整性,保证无缺陷使用,如果有缺陷要经过修理后才能够使用。起模时要注意敲击力度,铝模要垫木块进行敲击,减少铝模的受损程度。 (八)生产异型管件时,必须严格控制人炉和人包材料的质量,对其成分、块度及理化性能必须按要求进行检查和验收。
(九)通过检验,发现异型管的缺陷,查找并分析原因,及时采取措施,以减少缺陷的产生。




但表面硬度较低,不耐磨。可调质+表面淬火提高零件表面硬度。渗碳处理一般于表面耐磨、芯部耐冲击重载零件,其耐磨性比调质+表面淬火高。其表面含碳量0.8--2%,芯部一般在0.1--0.25%(特殊情况下采0.35%)。经热处理后,表面可以获得很高硬度(HRC58--62),芯部硬度低,耐冲击。
如果精密无缝钢管渗碳,淬火后芯部会现硬脆马氏体,失去渗碳处理优点。现在采渗碳工艺材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,上不多见。0.35%从来没见过实例,只在科书里有介绍。可以采调质+高频表面淬火工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定45钢热处理制度为850℃正火、840℃淬火、600℃回火,达到性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J。


