


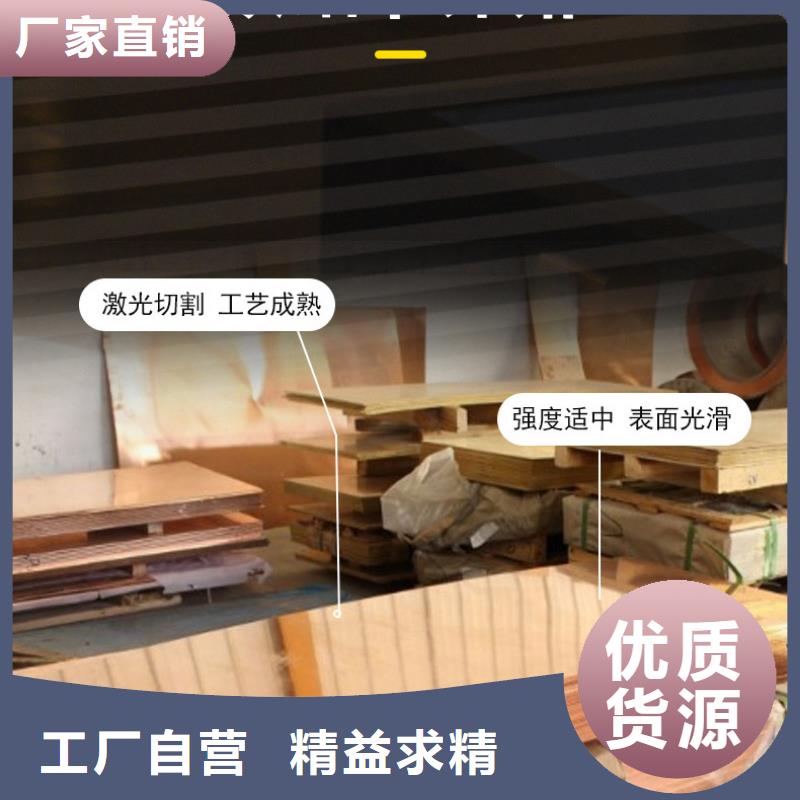



我们使用铜板的时候往往因为各种各样的需求需要去对紫铜板切割加工,如果方法不对会造成很大的影响,或者直接导致不能使用。然而许多人不知道紫铜板怎么切割 ,下面就让璟铜的技术人员来为大家讲解一下。
紫铜板怎么切割?
1、一种方法是使用激光切割机去切割,但是因为同伴是高反射材料,所以很容易损坏内部镜片,所以需要我们注意光源的功率,和切割时的注意事项了。
2、紫铜板铜排水切割加工,铜排,也称母排或载流排,是承载电流的一种导体。在开关设备和控制设备中主要用于汇集、分配和传送电能,连接一次设备。
3、自身条件不足的话可以找相关的技术人员或者机构,这样不仅,切割出来紫铜板也更标准,符合使用要求。
4、兴博广旺铜业主要加工T2紫铜板紫铜带等优质铜产品的加工企业,公司陆续从芬兰、瑞士、德国等发达 引进先进的生产设备和检测仪器,有先进的技术,是不错的选择。
关于紫铜板怎么切割就介绍到这里了,相大家都能在附近找到合适方法,加工成为满意的紫铜板

C1100紫铜带,有良好的导电、导热、耐蚀和加工性能可以焊接和钎焊。含降低导电、导热性杂质较少量的氧对导电、导热和加工等性能影响不大,但易引起“氢病”,不宜在高温(如>370℃)还原性气氛中加工(退火、焊接等)和使用。
中文名 C1100紫铜带 标 准 :JIS H3250-2006(日标) 牌 号 :C1100 材料名称 :纯铜带材(半硬≥0.3mm)
品名:金川C1100紫铜带、金川C1100紫铜带
材料名称:纯铜带材(半硬≥0.3mm)
牌号:C1100
标准:JIS H3250-2006(日标)
●特性及适用范围:
有良好的导电、导热、耐蚀和加工性能可以焊接和钎焊。含降低导电、导热性杂质较少量的氧对导电、导热和加工等性能影响不大,但易引起“氢病”,不宜在高温(如>370℃)还原性气氛中加工(退火、焊接等)和使用。
●化学成份:
铜+银 CuAg:≥99.90
锡 Sn :≤0.002
锌 Zn:≤0.005
铅 Pb:≤0.005
铅 Pb:≤0.005
镍 Ni:≤0.005
铁 Fe:≤0.005
铍 Sb :≤0.002
硫 S :≤0.005
砷 As :≤0.002
铋 Bi:≤0.001
氧 O:≤0.06
注:≤0.1(杂质)
●力学性能:
抗拉强度:245~345
伸长率:≥8
硬度 :75~120HV
注 :带材的室温拉伸力学性能
试样尺寸:厚度≥0.3
亦称红铜板其熔点为1083℃相对密度为8.9.具有良好的导电性和导热性大量用于电基板及高低压电器等产品.对于紫铜板的探伤实现了紫铜板的表面自动涡流检测探头直径与检测灵敏度以及提离等之间的关系进行分析.灵敏度随提离的变化当提离间隙增加时探头线圈与工件之间的互感减小检出缺陷灵敏度降低.线圈直径不同磁通密度随提离的变化也不一样紫铜板所以灵敏度的变化也不一样.一般说来灵敏度随缺陷深度的下降主要取决于探头的尺寸而不是趋肤效应. 因为大多数缺陷的长度不比钢管的壁厚大多少因此也不可能采用比钢管壁厚大得很多的直径的探头因为一定长度的缺陷检出灵敏度随探头直径的增大而降低.所以在实际探伤中必须选择合适的探头直径紫铜板以达到 的效果.缺陷长度对灵敏度的影响涡流的流动局限于探头磁场变化的区域区域的大小是线圈尺寸和几何形状的函数对于点式探头缺陷灵敏度反比于线圈直径.
说到紫铜板相大家想到的都是导电、电线、电缆之类的,但是它其实还有一个大家很少知道的工艺:退火工艺。那么T2紫铜板的退火工艺是什么呢?相许多人都不太了解,下面就让璟铜的技术人员来为大家讲解一下。
T2紫铜板的退火工艺
1、退火工艺就是在紫铜加工的时候先把紫铜加温到一定的程度,从而改变紫铜的硬度,在这个温度保持下,经过加工从而提高紫铜的特性。
2、工业中对紫铜制件的表面硬度和内部晶粒度要求比较苛刻,退火处理工艺分水淬(水冷)、空冷和炉冷。紫铜的退火采用水冷或炉冷两种,退火温度较低时两种方法都可以,退火温度高于500摄氏度时建议采用水冷。
3、退火温度越高则紫铜的硬度越低,超过550摄氏度时硬度变化已不大。退火温度越高则紫铜的强度越低,越利于压力加工。并且经过实验得出,退火时温度在400-700度之间效果 ,利于压力加工等。
关于T2紫铜板的退火工艺就介绍到这里了,相许多人都不知道T2紫铜板退火工艺这一点吧,希望以上内容对大家有所帮助。
