







关于球墨铸铁管的历史,要从1947年聊起,而有关球墨铸铁管的使用历史,我们可以追溯到1668年巴黎郊区,从塞纳河至凡尔赛的输水管线,进过300年的考验,除了有些部分管道维修以及更换以外,主体到现在仍在使用, 应该会有很多朋友对我国球墨铸铁管行业的发展比较好奇,我国的球墨铸铁管行业起步于20世纪90年代初,在中国相关部门的大力支持下,球墨铸铁管的发展极为迅猛,通过这20年的实践,球墨铸铁管的适用性已被供水行业所广泛认可。 大家都知道,中国的水资源是极为匮乏的,在我国的很多城市,用水问题依旧严峻,据相关数据统计,缺水的城市的比例依旧不低,我们平时不仅依旧要养成节约用水的好习惯,还有提倡身边的家人朋友来节约水资源! 球墨铸铁管厂家鑫福兴管业也相信,随着城市化进程的加快, 对水利建设的投资力度不断增加,今后我国对球墨铸铁管的需求量也会有所增加的。 球墨铸铁管配件
球墨铸铁管、球墨铸铁管配件主要应用与市政天然气、水运输等,有较高的性价比。与PE管相比,安装时球墨铸铁管更为简便,承压力好,并且密封性及腐蚀性也比PE管有显著,下面给大家介绍下球墨铸铁管的连接方式。1、法兰连接法兰连接原理是球墨铸铁管和钢管均转换为法兰盘接口,从而实现标准对接。球墨铸铁管有两种标准管件,分別为盘承短管与盘插短管,如盘承短管管件的承口或插口可以与正常管道相连,从而使得管线转换为法兰盘接口,只需与对应的钢制法兰进行连接即可。此种方法特点是,连接方式比较通用,法兰的制作为标准件,确保连接的稳定性。需要注意的是双方的法兰不仅需要公称值一致,PN值也应一致才能连接。法兰连接的劣势是,如果直接埋地,螺栓腐蚀风险较大,将来可能出现接口漏水等问题,有的设计规范也要求螺栓不能直接埋地。法兰连接因为采用螺栓紧固确保密封效果,人工操作的影响较大。2、承插连接承插连接的方法是,对于球墨铸铁管确保连接位置为承口(如果不是则用双承套管,使得插口端转换为承口端),钢管端在其承口外径焊接层额外的钢板,使得钢管的外径确保与球墨铸铁管外径相同。然后插入球墨铸铁管的承口进行安装承插在接的优势足不存在螺栓埋地的腐蚀风险。但足对于大口径管道,钢管的壁厚较薄,同时钢管是从井室中伸出的情况下,可能出现由于井室沉降,导致钢管经向变形过大,从而有接口漏水的风险。大家都知道球墨铸铁管是一种实用性很强的管道,是输水管中常用的管道设备。虽然它的功能非常强大,但是有时候球墨铸铁管也会出现缩孔缩松得现象,下面***为大家介绍球墨铸铁管出现缩孔缩松的原因。
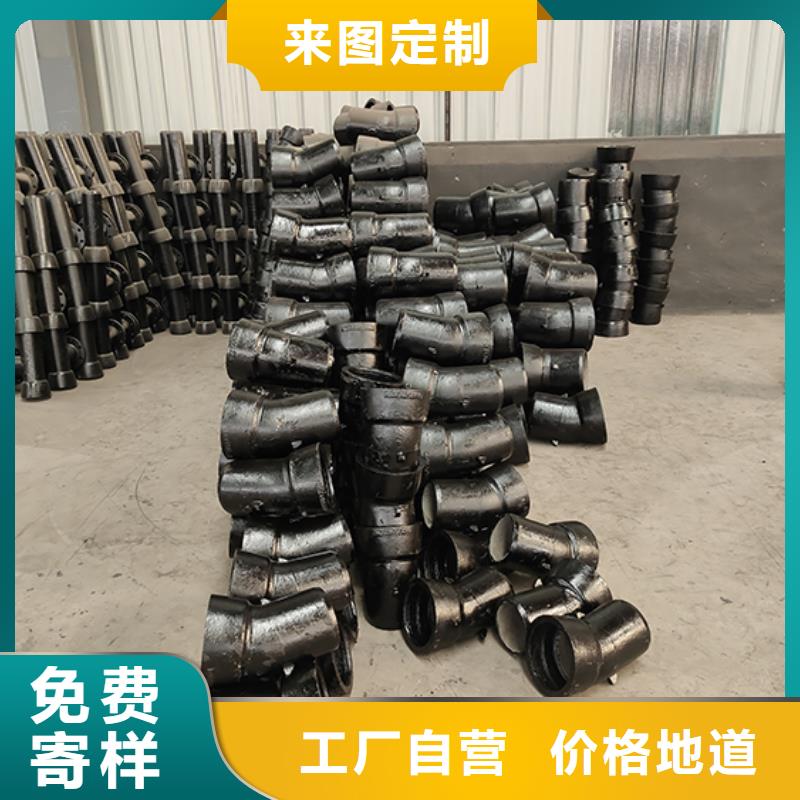
球墨铸铁管配件喷锌工艺简介:主要为压铸件,用于汽车、轻工等行业,约占15%。许多锌合金的加工性能都比较优良,道次加工率可达60%-80%。中压性能优越,可进行深拉延,并具有自润滑性,延长了模具寿命,可用钎焊或电阻焊或电弧焊(需在氦气中)进行焊接,表面可进行电镀、涂漆处理,切削加工性能良好。在一定条件下具有优越的超塑性能。 离心浇帱球墨管件简介:离心球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。 浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动铸型,壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全rae 离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为9.65 x 105Pa. 其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子上,另一端接在壳体上,随机一起移动。离心机的生产规格一般是固定的,如果要在一台离心机上生产几种规格的管子,则需要更换扇形包,铁水流植和支撑铸型的滚轮架等。
影响球墨铸铁管配件生产的7大因素: (1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。 (2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。 (3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。 (4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。 (5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。 (6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。 (7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。
