您的位置>首页 >林芝当地今日推荐News >
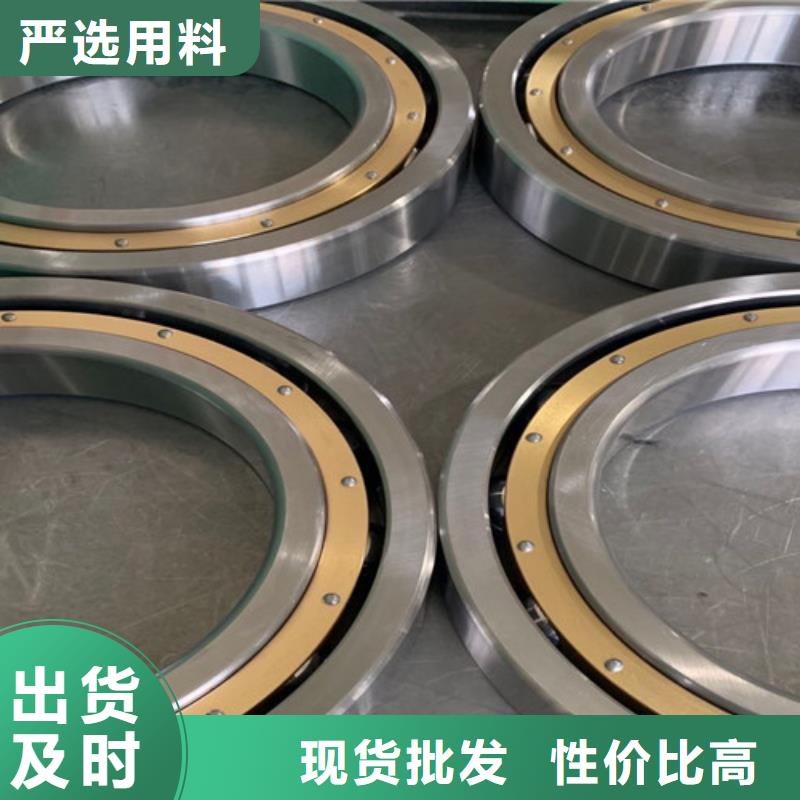
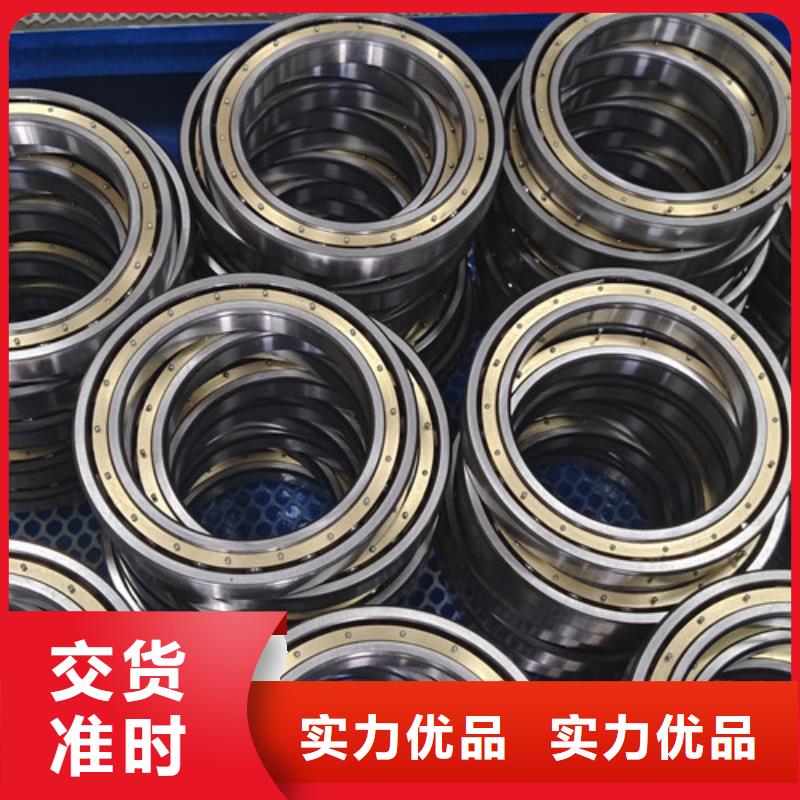
s6918铁盖轴承
更新时间: 2024-12-24 22:06:55 浏览次数:6
以下是:s6918铁盖轴承的产品参数
| 产品参数 |
|---|
| 产品价格 | 10-1000/件 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 9999999 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 不锈钢 |
|---|
| 产品品牌 | 诚浦 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 1 |
|---|
| 产品颜色 | 原色 |
|---|
| 质量认证 | 9A |
|---|
| 质量 | 优 |
|---|
以下是:s6918铁盖轴承的图文视频
导读 今年在西藏林芝市购买s6918铁盖轴承有了新选择,诚浦轴承科技有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的s6918铁盖轴承产品。如需购买或咨询,请随时联系我们,联系人:董经理-15266859999,QQ:164235851,地址:聊城山东省临清烟店镇西环路与利国路交叉路口向西500米路南发货到西藏 林芝市 米林县、墨脱县、波密县、察隅县、朗县。 西藏自治区,林芝市 林芝市(Nyingchi),古称“工布”,藏语音译为“尼池”,寓意为“太阳宝座”,是西藏自治区下辖地级市,地处西藏东南部,素有“西藏江南”、“雪域明珠”等称号。


冷处理
4.1套圈和滚动体应进行冷处理,冷处理温度应控制在 -50r以下,保温不少于1小时 4.2冷处理应在淬火后冷至油温出油在冷到室温后立即进行,油冷和空冷时间不应超过 小时。
4.3冷处理应在冷冻机内进行,在特殊情况下可在冷冻箱采用酒精干冰溶液内进行, 须按工艺温度严格进行。
5整形
5.1整形工艺过程:测量椭圆度一一整形一一按回火工艺整形回火一一拆除整形工具一 —整形合格再按附加回火工艺回火一一测量椭圆度一一合格品移交(不合格品重新返修) 5.2整形回火温度不得超过正常回火温度,整形返修两次要检查硬度。
5.3 C(P4)级和C(P4)级精度以上产品的套圈不允许整形。
6回火
6.1油浴回火
6.1.1回火温度不高于250C的套圈和滚动体应在油浴内进行回火,零件不得露出油面 回火后清洗干净。
6.1.2回火油的闪点应比回火温度高 50C。
6.1.3油槽底部要垫高150mm。
6.1.4保温时间以炉温升到工艺温度开始计算。
6.2空气回火
6.2.1回火温度高于250E的轴承套圈和滚动体可在空气炉内回火。
6.2.2回火前要校对仪表,风扇要保证正常运转,出现故障要立即停止回火。
6.2.3套圈外径、宽度分别大于160mm、60mm的要错开摆放
林芝不锈钢轴承


总结 联系人:董经理,电话:15266859999,诚浦轴承科技有限公司在西藏林芝市本地专业从事s6918铁盖轴承,西藏林芝市各个县市以及周边城市均可提供送货上门服务!