



联系我们

拉弯-拉弯省心
更新时间:2025-01-03 11:28:11 浏览次数:4 公司名称:聊城 航萧管件有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |




娄底拉弯-拉弯省心
 航萧管件
弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部R高于肘部2倍r=1~2倍为肘部。
弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。
当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。
外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。
航萧管件
弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部R高于肘部2倍r=1~2倍为肘部。
弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。
当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。
外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。
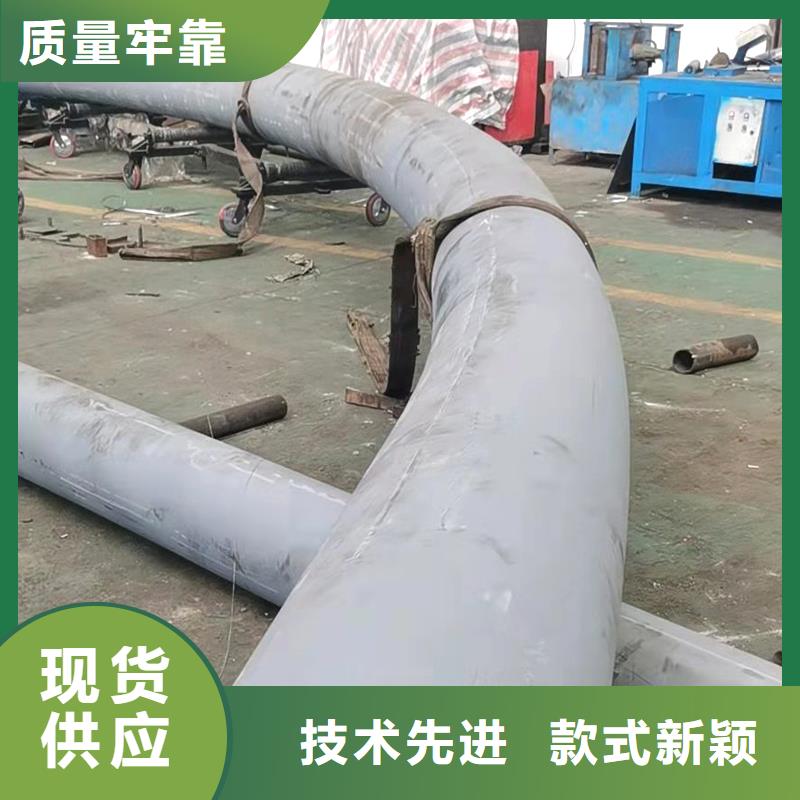
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 液压弯管机工作原理:
由电动油泵输出的高压油,经高压油管送入工作油缸内,高压油推动工作油缸内柱塞,产生推力,通过弯管部件弯曲管子。
优点:
1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易;
2、床身结构稳固,不易变形;
3、每一档可设定16个弯管角度,记忆体可储放16组档案;
4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°;
5、错误讯息在屏幕上显示,帮助操作者立即排除;
6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。
缺点:
1、大管径的管子不能一次成型,速度也较慢;
2、不同管径的管子要不同的尺寸的模具。
液压弯管机工作原理:
由电动油泵输出的高压油,经高压油管送入工作油缸内,高压油推动工作油缸内柱塞,产生推力,通过弯管部件弯曲管子。
优点:
1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易;
2、床身结构稳固,不易变形;
3、每一档可设定16个弯管角度,记忆体可储放16组档案;
4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°;
5、错误讯息在屏幕上显示,帮助操作者立即排除;
6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。
缺点:
1、大管径的管子不能一次成型,速度也较慢;
2、不同管径的管子要不同的尺寸的模具。

 为什么弯管得到广泛使用。 采用弯管生产加工现阶段,进行加温弯管无缝钢管时,弯管解决裂缝造成的缺点,超过一定水平的形变温度,及其在一定水平的形变时,弯管两侧发生裂缝,这两种状况与原材料弯管有关,在低形变速率和高抗压强度的成型基准下,弯管生产设备在该基准下,弯管两侧断裂。
为什么弯管得到广泛使用
对于其中的管路生产加工设备,掌握弯头生产设备,包括设定在NC车床上的弯头生产设备的结构和设定在NC车床上的通道设备,其中的弯头生产设备的组织包括设定在NC车床上的旋转连结,设定为弯头结构,用于把持管材的接触组,和设定为弯头结构,该弯头缸交流伺服电动机设定在NC车床上,驱动弯头结构的旋转,弯头结构的旋转在相对路径的两侧设置块,在NC车床上设定冲压设备,可获得更强的应用。
如今应用到的弯管生产设备,其原材料弯折机器设备技术性行业,选用滚动轴承组织和輔助模组织拆式卡扣结构基本原理,普攻组织和主组织,根据轴销组织保持了卡扣结构,其灵便拆装和拼装,有利于原材料的安裝和拆装,保持了原材料固定不动约束力室内空间的迅速转换,以根据主模的弯折视角组织和輔助磨具组织,进而进一步在外力下转动普攻组织。
当今掌握到的手动式弯管生产设备,在其中夹紧台电焊焊接在操作台,槽转盘抽奖根据销杆安裝在操作台的管理中心部位,公称直径边沿为槽转盘抽奖用夹持台固定不动夹持,弯管转动杆根据转动杆安裝在动滑的管理中心轴上,斜角架构放到工作中台子上,转动杆与弯管转动杆螺栓连接,换挡杆安裝在弯管上。
为什么弯管得到广泛使用。 采用弯管生产加工现阶段,进行加温弯管无缝钢管时,弯管解决裂缝造成的缺点,超过一定水平的形变温度,及其在一定水平的形变时,弯管两侧发生裂缝,这两种状况与原材料弯管有关,在低形变速率和高抗压强度的成型基准下,弯管生产设备在该基准下,弯管两侧断裂。
为什么弯管得到广泛使用
对于其中的管路生产加工设备,掌握弯头生产设备,包括设定在NC车床上的弯头生产设备的结构和设定在NC车床上的通道设备,其中的弯头生产设备的组织包括设定在NC车床上的旋转连结,设定为弯头结构,用于把持管材的接触组,和设定为弯头结构,该弯头缸交流伺服电动机设定在NC车床上,驱动弯头结构的旋转,弯头结构的旋转在相对路径的两侧设置块,在NC车床上设定冲压设备,可获得更强的应用。
如今应用到的弯管生产设备,其原材料弯折机器设备技术性行业,选用滚动轴承组织和輔助模组织拆式卡扣结构基本原理,普攻组织和主组织,根据轴销组织保持了卡扣结构,其灵便拆装和拼装,有利于原材料的安裝和拆装,保持了原材料固定不动约束力室内空间的迅速转换,以根据主模的弯折视角组织和輔助磨具组织,进而进一步在外力下转动普攻组织。
当今掌握到的手动式弯管生产设备,在其中夹紧台电焊焊接在操作台,槽转盘抽奖根据销杆安裝在操作台的管理中心部位,公称直径边沿为槽转盘抽奖用夹持台固定不动夹持,弯管转动杆根据转动杆安裝在动滑的管理中心轴上,斜角架构放到工作中台子上,转动杆与弯管转动杆螺栓连接,换挡杆安裝在弯管上。