





绕筋机分析线钢筋滚笼机在使用中故障问题:1、钢筋滚笼机刀片的刀床,容易形成弧面。其主要是床面短,刀刃端伸出长达22.5mm。由于刀刃过长,就难以克服冲切产生的横向压力,也就是说,刀刃伸出越长,床面支撑点承受的压力就越大。2、钢筋滚笼机的床面中心没有退屑槽,在更换刀片时,床面、特别是中心位置,容易沾有碳化皮,铁屑等杂物夹在里面,使钢筋切断机刀片与床面的局部或四周形成空隙,冲切时刀片就产生横向摆动,导致床面逐渐形成拱弧面,刀刃崩裂,有时切6?mm钢筋切不断而夹口3、钢筋滚笼机润滑不良,钢筋切断机刀片的刀座上下滑动容易磨伤,有时被卡死在里面不易打下来,主要原因,是刀座的两条横油槽相距宽,而冲切形成只有5mm,中间有20mm钢筋切断机刀片的刀座得不到足够的油,特别是两侧,不能往返,耗油多4、钢筋滚笼机刀片损耗大,单刃、双刃刀片利用率不高。有时新刀片用不到一两个小时就崩个大口子。
<淮安>建贸机械设备有限公司 淮安钢筋笼绕笼机、钢筋笼绕笼机直销厂家 <淮安>建贸机械设备有限公司钢筋笼绕筋机制作钢筋笼介绍;钢筋骨架做好平行机器辊筒上边,盘圆放进盘圆架通过调直,把箍筋焊接在骨架上,然后同时运转,骨架原地转动,行走拉着盘圆送丝。一次均匀缠绕在骨架上。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于胶辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。铁辊带动钢筋笼转动,按图纸设计间距,配合小车缠绕箍筋成型。

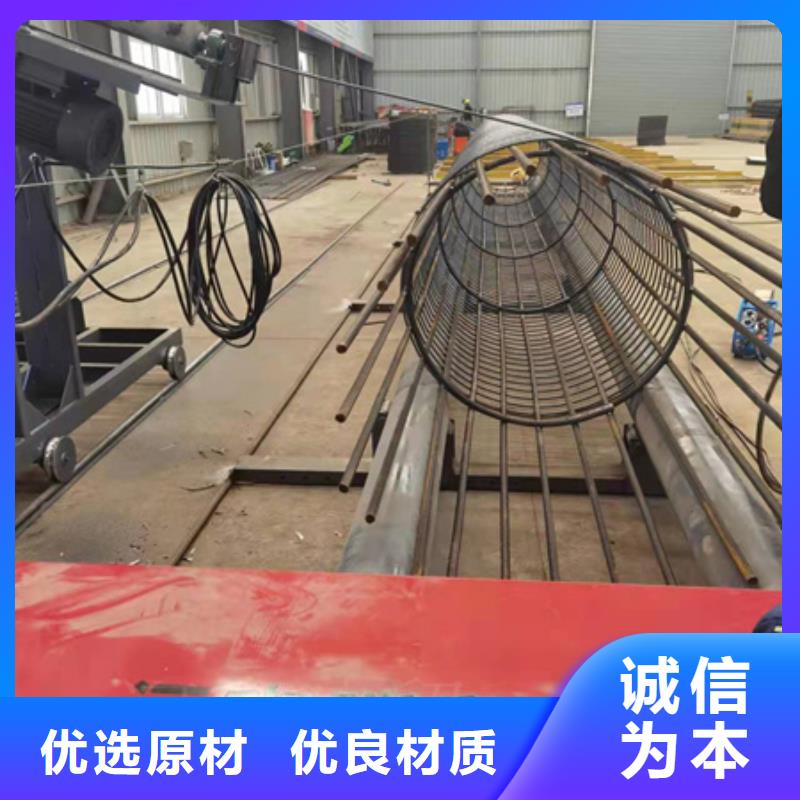
绕筋机主机;含机架底座胶辊传动等。胶辊带动钢筋笼转动,按图纸设计间距,配合小车缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。钢筋笼起吊时,要求吊车司机操作准确平稳,对准桩位。焊完一节主箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。 质量稳定机械化作业不受人为因素影响,长时间工作可稳定质量不变。适合各种主筋箍筋数量形式型号大小长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。转运便捷组合式设计使搬运安装生产等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。功耗低总功率不到KW同步工作不到KW节能而且不影响总电容的配比。流水线形式施工不受各工序影响,不间断完成主筋箍筋焊接成型绕筋施焊等全部。
<淮安>建贸机械设备有限公司 淮安钢筋笼绕笼机、钢筋笼绕笼机直销厂家 <淮安>建贸机械设备有限公司全自动钢筋笼滚笼机一、设备结构1拖动导轨,2控制台,3拖动驱动,4主筋料架,5钢筋笼液压支撑装置,6固定驱动机构,7驱动机构,8主筋固定器,9主筋导管,10主筋承接分隔,11箍筋放线架,12箍筋矫直机构,13主筋上料。二、性能指标●钢筋笼直径Φ300~1500mm;●钢筋笼大长度12-27m;●材料规格主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业●间距范围50-450mm●焊接手动焊接任选●操作人数少2人●设备功率10KWH~23KWH●设备尺寸总长度63.5米宽2.25米高2.5米●设备重量13吨简易绕筋机/半自动绕筋机绕筋原理钢筋笼的焊接时间=钢筋笼长度/行走速度,例如:一个12米的钢筋笼,行走速度为600mm/min,则理论焊接时间为12/0.6=20分钟。如果行走速度为1200 mm/min,则理论焊接时间为10分钟。实际操作中,由于两端不会完全焊满,故实际焊接时间比理论时间短。一般的设计结构说明中会有要求;随着套筒冷挤 压 开 发 应用四、涡轮带动主轴在国外在搭接处二例如金地机械GQ-40钢筋切断机.在建筑工地上容易过载损坏扳手 钢筋笼绕丝机制作工艺介绍河南焦作市钢筋笼绕丝机制作工艺介绍电机正转方向的接 触 器接头综合成本低扳倒开关和线圈线是否连接好纠正措施
 jmc
jmc
小导管冲孔机机械主要部件:电器部件:采用台湾圌台达可编程控制器、伺服电机、伺服驱动器与连接件滚珠丝杆:台湾产TGB进口丝杆直线导轨:台湾产HIWIN进口导轨送料滚轮:采用中空,表面镀硬铬,表面处理到60°(HRC)。●可以接连出产任何形状的产品,而不需要机械上的调整;在批改曲折视点时也不需要中止加工。传统工艺比较:●箍筋的传统加工工艺一般是使用单机将盘圆钢筋经过调制、堵截、弯箍等工序而散布完结。其工艺较为落后,不能满意现代施工进度的需要,且很多糟蹋方才、占用较大的空间、用工多、出产率低、箍筋尺度精度和形状精度差。 建贸机械为客户提供优质的产品和良好的服务,携手合作,共谋发展! 钢筋放线机构设置在移动旋转驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在移动旋转驱动机构上,主筋导管设置在固定旋转驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学技术的日益进步,工程机械将会发生翻天覆地的变化,在过去的施工中,钢筋笼采用手工轧制或手工焊接的,除了效率低下外,主要的缺点是制作的钢筋笼差,设备尺寸不规范,影响到工程建设的工期与钢筋加工主要包括钢筋的剪切、矫直、强化冷拉延伸、弯曲成型、滚焊成型、钢筋的连接、焊接钢筋网等。全自动钢筋笼绕筋机是将这些设备有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,了各个环节间的工艺时间和配合偏差,大大了钢筋笼成型的和效率,为钢筋笼的集中制作、统一配送提供了奠定了良好的技术和基础。同时,全自动钢筋笼绕筋机的使用将大大的减轻操作人员的劳动强度,为施工单位创造良好的经济效益和社会效益。全自动钢筋笼绕筋机的使用,开创了钢筋笼加工的新局面,是今后钢筋笼加工的发展方向。