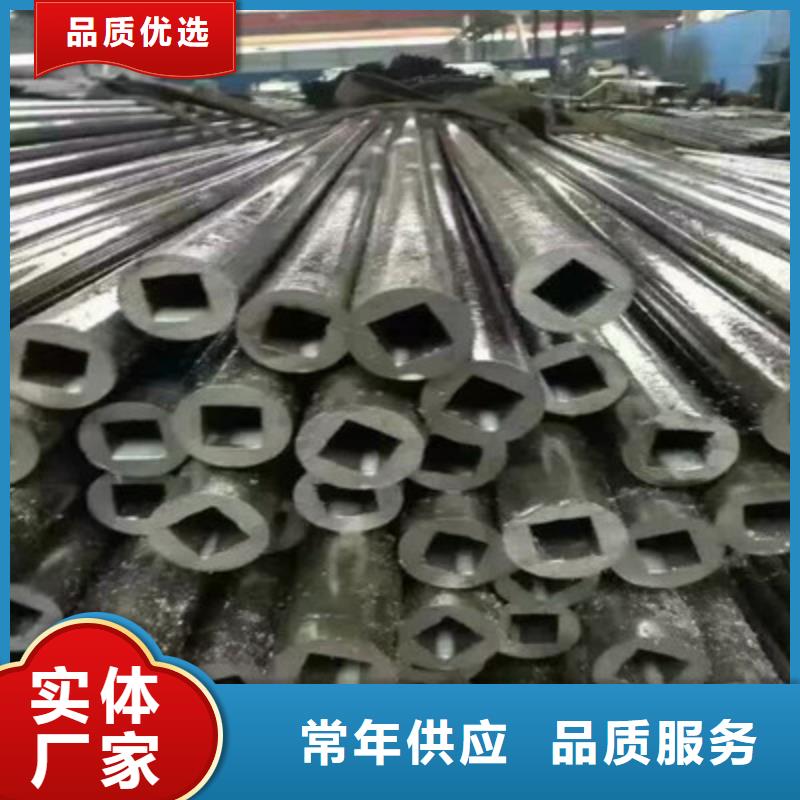





日喀则无缝钢管工程施工如何测量深度?q345e无缝钢管测量深度,用长度1.0m与q345e无缝钢管同直径的钢管试放一次,确认可以下达设计深度后,开始下正式q345e无缝钢管。q345e无缝钢管入孔(1下放q345e无缝钢管时,将次注浆的PVC管从管底孔中穿入,从q345e无缝钢管上口穿出,PVC管下端伸出q345e无缝钢管底部外10cmPVC管外套一个密封圈,用胶带固定好,然后将此密封圈塞入q345e无缝钢管底盖的孔中,使q345e无缝钢管与PVC管接合处密封好。2利用钻机吊起q345e无缝钢管入孔,上端留0.4m管头。为了保护管壁胶带在吊装过程中不被损坏,套钢丝绳的地方用棉纱或水泥袋包裹,吊装时钢管要匀速下放,避免损坏封眼胶带,如果有损伤或者破洞,要重新封闭好再下管。用长度1.0m与q345e无缝钢管同直径的钢管试放一次,q345e无缝钢管测量深度。确认可以下达设计深度后,开始下正式q345e无缝钢管。q345e无缝钢管入孔(1下放q345e无缝钢管时,将次注浆的PVC管从管底孔中穿入,从q345e无缝钢管上口穿出,PVC管下端伸出q345e无缝钢管底部外10cmPVC管外套一个密封圈,用胶带固定好,然后将此密封圈塞入q345e无缝钢管底盖的孔中,使q345e无缝钢管与PVC管接合处密封好。2利用钻机吊起q345e无缝钢管入孔,上端留0.4m管头。为了保护管壁胶带在吊装过程中不被损坏,套钢丝绳的地方用棉纱或水泥袋包裹,吊装时钢管要匀速下放,避免损坏封眼胶带,如果有损伤或者破洞,要重新封闭好再下管。q345d根据用途不同,可分为滤水用的花管和注浆用花管。基坑加固工程上所用q345e无缝钢管。常用于花管注浆工程。材质一般为直径50mm~60mm薄壁钢管,钢管壁上钻有间距不等的小孔。用带孔的钢质花管打入或钻孔插入土中,再用压力将浆液注入花管中,浆液从孔中灌入土层,形成加固土提高地基强度。不论那种q345e无缝钢管,使用前都要送检。q345d无缝钢管是进洞口的地质条件非常差(如:沙土、破碎严重的岩石、黄土等)情况下使用,一般长度就20-30米左右,管棚为壁厚6mm钢管,直径一般为108mm当然洞内地质条件非常差的时候也可以用管棚(如:洞内遇到冒顶现象造成的沿洞轴线长度较大,放量较大)1无缝q345e无缝钢管是稳定开挖工作面的一种非常辅助施工。软弱及破碎岩层施工中,无缝q345e无缝钢管对松散岩层起到加固作用,注浆后增强了松散、软弱围岩的稳定性,有利于完成开挖后与完成初期支护时间内围岩的稳定,不至于围岩失稳破坏直至坍塌。2无缝q345e无缝钢管注浆适用于隧道拱部软弱围岩,松散、无粘结土层、自稳能力差的砂层及砂砾(卵)石层级破碎岩层。3通过无缝q345e无缝钢管注浆能改变围岩状况及稳定性,浆液注入软弱、松散地层或含水破碎围岩裂隙后,能与之紧密接触并凝固。浆液以充填,劈裂等方式,置换土颗粒间和岩石裂隙中的水分及空气后占据其位置,经过一定时间凝结,将原有的松散土颗粒或裂隙胶结成一个整体,形成一个结构新,强度大,防水性能良好的固结体,使得围岩松散破碎状况得到大幅度改善。108q345e无缝钢管的产品特点:1.柔韧性:弯角处放置方便,无需切割和连接。

日喀则杰达通无缝钢管您介绍无缝钢管热冲压成型工艺。该工艺的目的在于将无缝钢管加热到合适的温度,使耐磨管完全马氏体化,并具有优良的塑性变形。用于加热的机械设备是专用的连续热处理炉。加热到加工硬化温度以上后,表层很容易在空气中氧化形成氧化皮,对后续生产加工造成不良破坏。为了更好地防止或减少耐磨管在热处理炉内的空气氧化,一般在热处理炉内设置稀有气体保护系统,或对管材进行表面抗氧化处理是指将加热后的无缝钢管从热处理炉中取出,放入热成型模具中。
在这个过程中,需要保证耐磨管尽快迁移到模具中。一方面是为了更好地避免无缝钢管在高温下空气氧化,另一方面是为了更好地保证耐磨性。管材在成型时仍处于较高的温度,具有优良的塑性变形。冲压模具及热处理:耐磨管入模后,应立即在无缝钢管上成型冲压模具,以免温度下降过大影响耐磨管的成型特性。成型后模壳应合模并保持一段时间的压力。一方面是为了更好地控制零件的外观。身体的身体,产生优良的规格精度和物理性能。
研究表明,现阶段普通热冲压模具不锈钢薄板完成马氏体向奥氏体转变的 冷却速度为27~30℃/s,因此需要保证模具的冷却速度外壳到管材超过这个临界点。后处理:成型的零件从模具中取出后,必须进行一些后处理,如采用酸洗钝化或喷丸去除零件表面的氧化皮,并对零件进行修整修整。由于热金属冲压件的抗压强度太高,不能用传统的修边和冲孔方法进行加工,而必须用激光设备进行。

为获得内表面质量好的大口径无缝管,减少芯轴的磨损,必须保证芯轴和毛细管的内表面良好,因此需要去除氧化铁,热膨胀前毛细管内孔附着的氧化铁皮等杂质,避免热膨胀过程中内表面附着氧化铁皮等杂质。 热膨胀管的质量和芯棒的使用寿命。目前,去除附着在毛细管内孔内表面的氧化铁皮等杂质,一般采用人工进行,毛细管两端用专用清洗工具清洗。 操作人员是劳动密集型的,费时费力。本操作的目的是提供一种去除日喀则无缝钢管内孔氧化铁皮的装置,旨在解决现有技术中去除内孔氧化铁皮的方法存在的问题。 需要膨胀变形的毛细管采用人工方式,清洗方式为人工方式。效果差,效率低,操作人员劳动强度大,费时费力。作为一种改进的方案,靠近旋转辊道电机一端的一对辊子的驱动辊子穿过万向联轴器。它与旋转辊道电机的驱动轴相连。由于20G日喀则无缝钢管内孔除垢装置包括钢管转动机构和浮动棱镜,钢管转动机构包括转动辊道电机、辊道架和多组辊道。置于对辊的主动辊与从动辊之间,浮动棱柱置于钢管内孔内,辊道平行轨道与水平面成一定角度,旋转辊道电机通过传动轴和传动轴驱动对辊。旋转,从而支撑和驱动钢管的圆周旋转。钢管内孔中的浮动棱柱在自身形状和自重的作用下始终处于钢管体底面,不随钢管体转动。相对摩擦去除附着在钢管内孔内表面的氧化铁皮等杂质。该过程由机械完成,降低了工作人员的劳动强度,提高了工作效率。 同时也有效减少了热膨胀管的内孔磨损,降低生产成本。

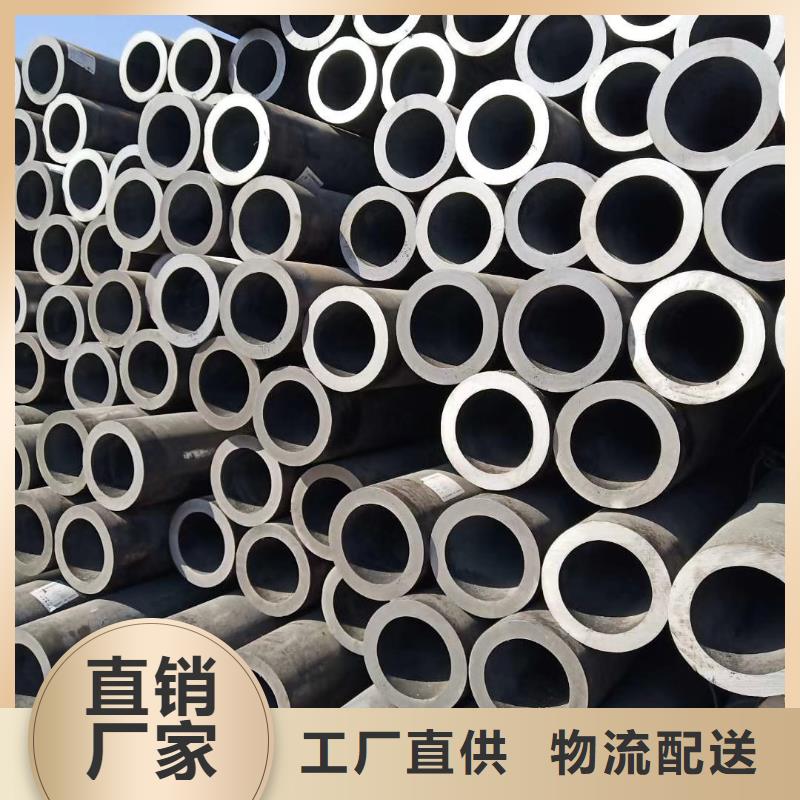
日喀则无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件。
常用的无缝钢管的生产方法,大致可以分为以下两种。斜轧法(孟内斯曼法)是先用斜轧辊将管坏穿孔,然后用轧机将其延伸。这种方法生产速度快,但对管坯的可加工性要求较高,主要适用于生产碳素钢和低合金钢管。
第二:挤压法则是用穿孔机将管坯或钢锭穿孔,再用挤压机挤压成钢管,这种方法比斜轧法效率低,适用于生产高强度合金钢管。
斜轧法和挤压法都必须先将管坯或钢锭加热,生产的钢管称为热轧管。用热加工法生产的钢管有时候可根据需要再进行冷加工。冷加工有两种方法:一种是冷拔法,就是将钢管通过拔管模拉拔,使钢管逐渐变细、伸长;另一种方法是冷轧法,它是将孟内斯曼兄弟发明的热轧机应用于冷加工中的方法。无缝钢管的冷加工,可以进步钢管的尺寸精度和加工光洁度,改善材质的机械性能等。
