


想一睹球墨铸铁管【排水球墨铸铁管DN75】物流配货上门产品的真实风采吗?视频呈现更直观,速来观赏!
以下是:球墨铸铁管【排水球墨铸铁管DN75】物流配货上门的图文介绍
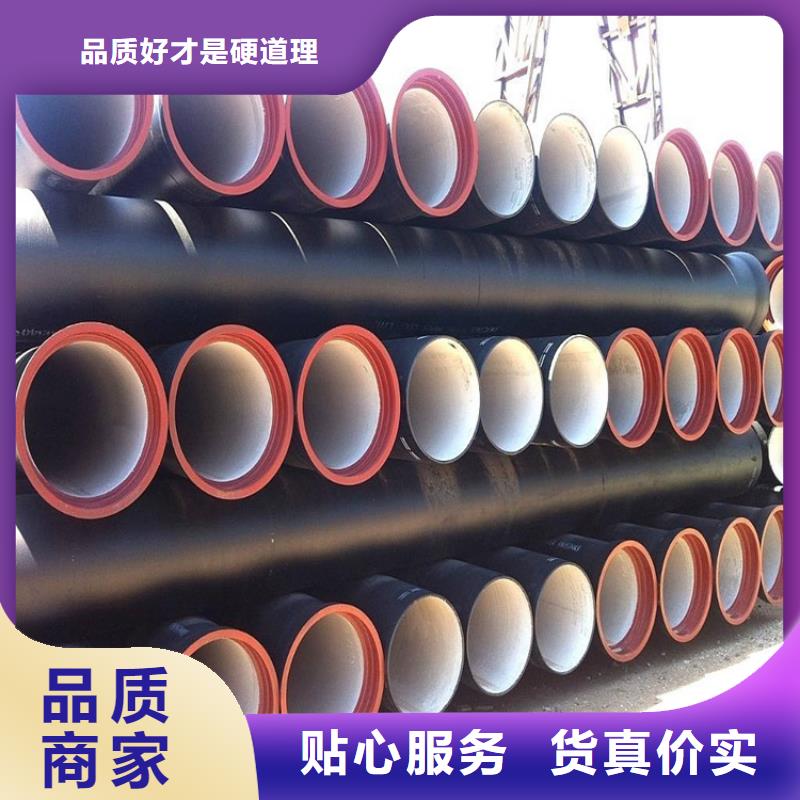
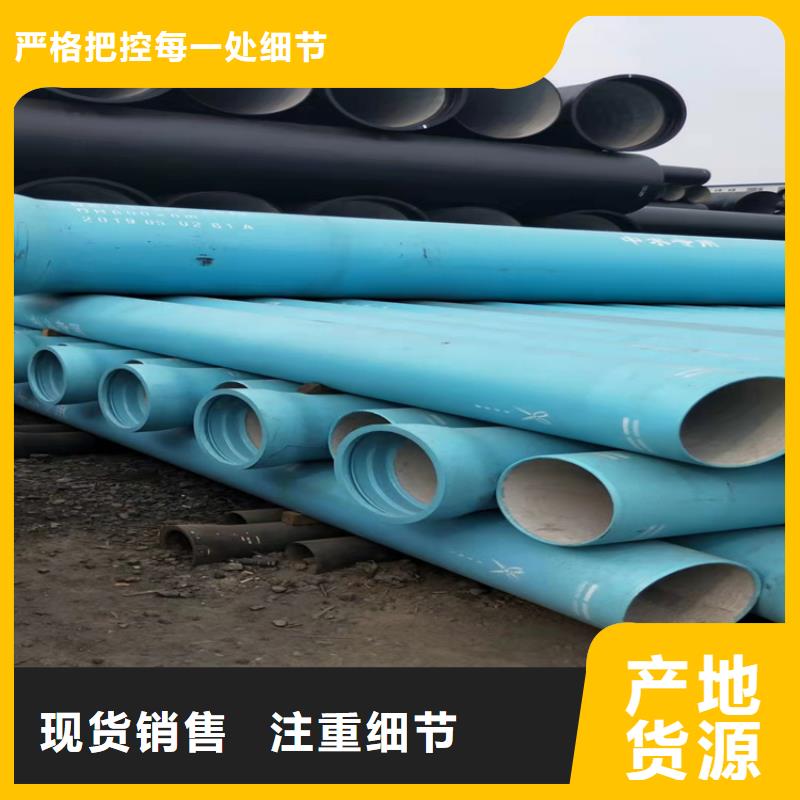
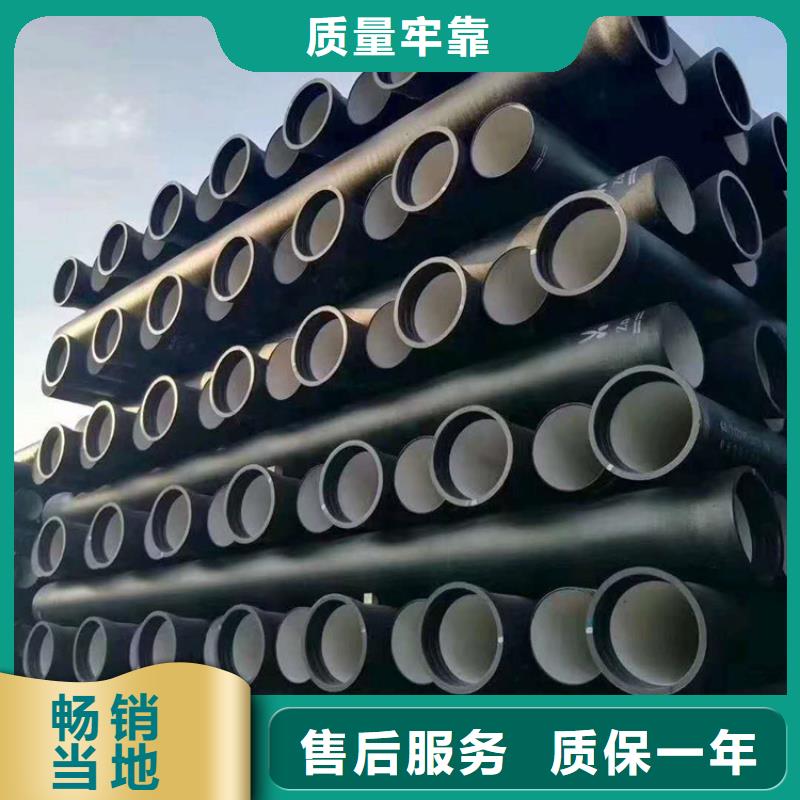
商品细节



安装方法

贵州黔西南规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。 针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。 对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。 离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。 重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。 贵州黔西南对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。 生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。
适用场景

具体案例

博辉钢铁有限公司位于经济技术开发区钢管城。主营产品(贵州黔西南) 本地 贵州黔西南国标球墨铸铁管。多年来,本公司本着'质量兴业,守约重誉'的经营理念和服务宗旨为广大客户提供更好的产品和服务,得到了各界新老用户的支持和赞誉。我公司郑重承诺,在同等的质量下,保证以合理的价格,完善的服务,崇高的信誉来答谢各界朋友的支持和厚爱。公司全体员工热列欢迎您来聊城指导观光洽谈业务!



