


联系我们

当前位置:
聊城 润星电力管材有限公司 >
衡阳本地行业热点
HDPE硅芯管PE燃气管好厂家有担当
更新时间:2025-01-05 23:13:48 浏览次数:2 公司名称:聊城 润星电力管材有限公司
以下是:HDPE硅芯管PE燃气管好厂家有担当的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 76 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 规格 | 2000/盘 |
| 颜色 | 彩色 |
| 型号 | 40/33 |
| 原料 | 高密度聚乙烯 |
| 压力 | 1.0MPA |
| 应用领域 | 高速公路穿线 |
| 连接方式 | 硅芯管接头 |
| 敷设方法 | 地埋 |
以下是:HDPE硅芯管PE燃气管好厂家有担当的图文视频




您是想要在湖南省衡阳市采购高质量的HDPE硅芯管PE燃气管好厂家有担当产品吗?润星电力管材有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的HDPE硅芯管PE燃气管好厂家有担当产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-15006359263,QQ:292543758,地址:《聊城塑料管材产业园发货到湖南省 衡阳市 珠晖区、雁峰区、石鼓区、蒸湘区、南岳区、衡南县、衡山县、衡东县、祁东县、耒阳市、常宁市》。 湖南省,衡阳市 2022年,衡阳市实现地区生产总值4089.69亿元,同比增长5.2%。
想要更深入地了解我们的HDPE硅芯管PE燃气管好厂家有担当产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:HDPE硅芯管PE燃气管好厂家有担当的图文介绍

多年来,润星电力管材有限公司始终坚持“人无我有,人有我优,人优我精”的经营策略,秉承“以 湖南衡阳高压电力改性聚丙烯管市场为准则,以新创科技为先导” “以德做人、以诚做事”,的经营理念,扎实地走科研与生产相结合的道路。
始终坚持以品质加诚信求生存,向客户提供货真价实的 湖南衡阳高压电力改性聚丙烯管产品。我公司将热诚欢迎您来本厂参观考察指导。



PE硅芯管气吹敷设管道光缆对气吹点(敷设光缆始点)的选择是至关重要的。例如:在山区敷设光缆时,在满足气吹敷设长度的前提下,宜把气吹点选择在山头上,顺下坡敷设光缆,如有重大障碍气吹点应选在障碍点前,在气吹敷设光缆时,一开始就通过障碍,障碍不宜在敷缆结束之前出现,避免 难以通过障碍点。减少劳动强度,降低建设成本。由于吹缆法特有的优点,其穿缆长度可比牵引法提高10 倍,大大减小了劳动强度。当出现扩容或维修时,可反复使用原管道,再开挖缆沟,这样所节省的人力、物力是显而易见的。提高施工质量吹缆法对缆线和管道都没有损伤,使用吹缆法又减少了管道接头,提高了管道的气密性和施工质量。全年侯施工一次性埋入管道后,不管在春、夏、秋、冬可根据需要进行施工,不受环境影响。
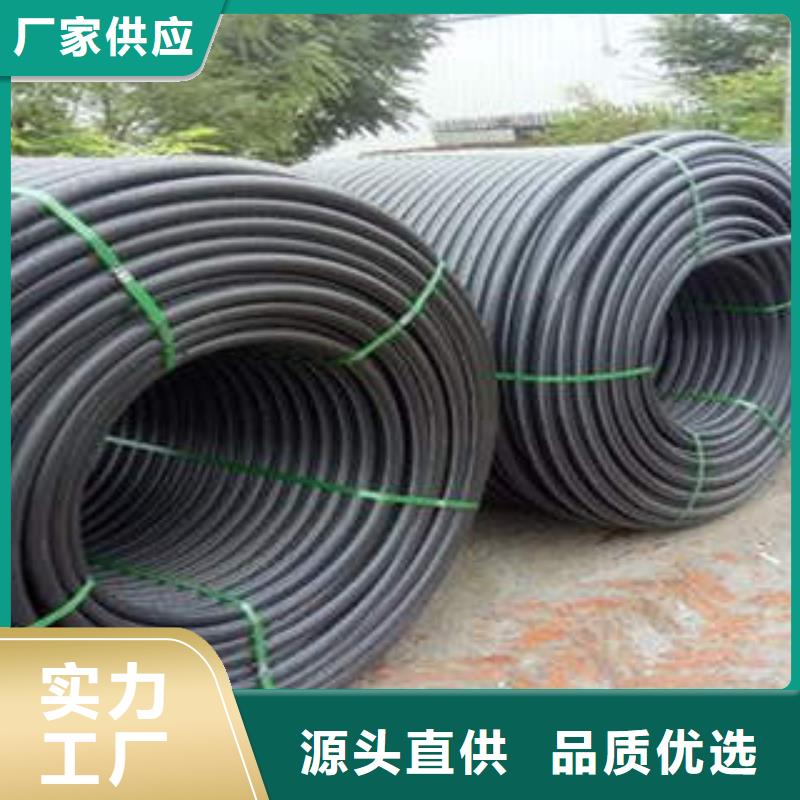
PE硅芯管光缆盘两侧作业人员不得将脚伸入光电缆盘下,看护员不得站于光缆盘前方。光缆盘应架设稳固,轴杆保持水平,并应有制动措施。人工扛放光缆时,应劳力充足,扛缆人员应带垫肩与防护手套,每人负重适度,严禁扭绞、着地拖拉、防止外护层损伤。在公路、站场上扛运光缆PE硅芯管时,严禁光缆曲伸到限界以内,并在两端设标志和防护人员。敷设光缆过铁路或公路时,扛缆作业人员必须排列成直线与铁路或公路平行,首尾同时起步跨越,严禁排成与铁路或公路垂直的队形通过。用叉车装卸时,需注意勿使钢叉触及PE硅芯管,钢叉只可从盘架两侧进入,以免损伤PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家。
用吊车装卸时,钢丝绳可穿在盘架中心轴孔或铁架上端起吊;切勿用钢丝绳套住硅芯管直接起吊,吊下时要轻放,置于平坦地区。将槽钢斜搭在车厢尾部,盘架从车厢上往下推动时,两侧应有人用大绳绕住汽车龙门架缓缓放下。严禁将PE硅芯管从车厢上或较高处直接推下。PE硅芯管的检验:由业主、监理、厂方、施工方组织进货检。
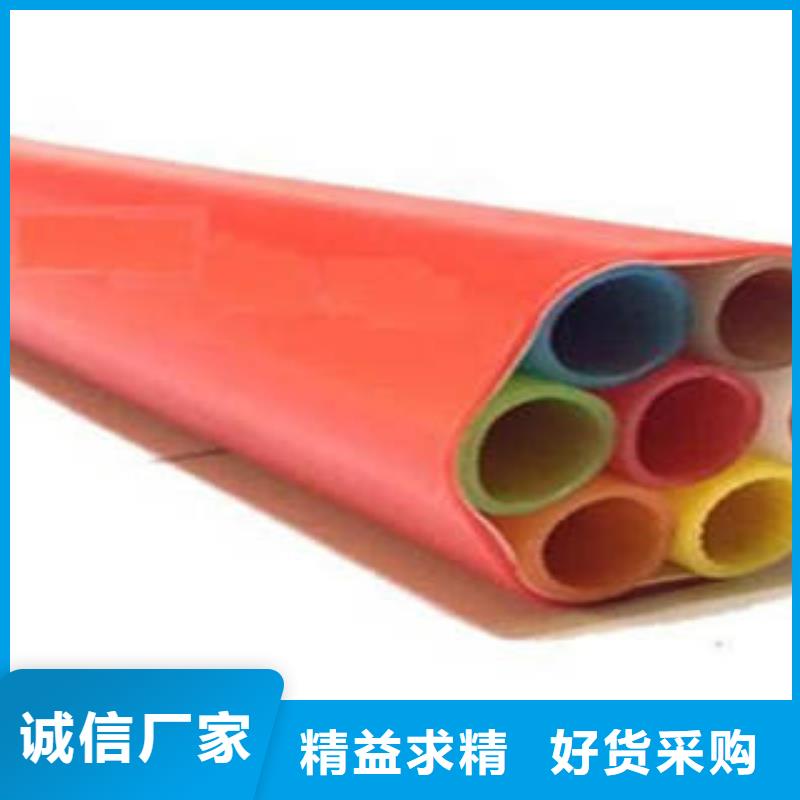
进行PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家外观检验(盘号、添加色标号、外径、内径、管壁厚度、椭圆度、色彩鲜度、光滑度)、数量、保证资料,24小时气闭性能测试,做好质量记录和标识。为确保硅芯管管道的整体施工质量,必要时根据供货情况,可与业主、监理、厂方协商对硅芯管抽检,对所抽检PE硅芯管盘长的1/2处作剪断性检验,因为有的硅芯管在两个端头硅芯涂层均匀、厚度达标而在部分长度处硅芯涂层不均匀、厚度不达标。合格的材料根据材料任务单送到各段指定地点,存料时应将相同规格的产品放在一起,禁止混放并交接手续。
PE硅芯管光缆盘两侧作业人员不得将脚伸入光电缆盘下,看护员不得站于光缆盘前方。光缆盘应架设稳固,轴杆保持水平,并应有制动措施。人工扛放光缆时,应劳力充足,扛缆人员应带垫肩与防护手套,每人负重适度,严禁扭绞、着地拖拉、防止外护层损伤。在公路、站场上扛运光缆PE硅芯管时,严禁光缆曲伸到限界以内,并在两端设标志和防护人员。敷设光缆过铁路或公路时,扛缆作业人员必须排列成直线与铁路或公路平行,首尾同时起步跨越,严禁排成与铁路或公路垂直的队形通过。用叉车装卸时,需注意勿使钢叉触及PE硅芯管,钢叉只可从盘架两侧进入,以免损伤PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家。
用吊车装卸时,钢丝绳可穿在盘架中心轴孔或铁架上端起吊;切勿用钢丝绳套住硅芯管直接起吊,吊下时要轻放,置于平坦地区。将槽钢斜搭在车厢尾部,盘架从车厢上往下推动时,两侧应有人用大绳绕住汽车龙门架缓缓放下。严禁将PE硅芯管从车厢上或较高处直接推下。PE硅芯管的检验:由业主、监理、厂方、施工方组织进货检。
进行PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家外观检验(盘号、添加色标号、外径、内径、管壁厚度、椭圆度、色彩鲜度、光滑度)、数量、保证资料,24小时气闭性能测试,做好质量记录和标识。为确保硅芯管管道的整体施工质量,必要时根据供货情况,可与业主、监理、厂方协商对硅芯管抽检,对所抽检PE硅芯管盘长的1/2处作剪断性检验,因为有的硅芯管在两个端头硅芯涂层均匀、厚度达标而在部分长度处硅芯涂层不均匀、厚度不达标。合格的材料根据材料任务单送到各段指定地点,存料时应将相同规格的产品放在一起,禁止混放并交接手续。

润星电力管材有限公司



PE硅芯管长久的使用寿命:在额定温度、压力状况下,PE管道可使用50年以上。PE硅芯管较好的耐冲击性:PE管韧性好,耐冲击强度高,重物直接压过管道,不会导致管道破裂。PE硅芯管可靠的连接性能:PE管热熔或电熔接口的强度高于管材本体,接缝不会由于土壤移动或活载荷的作用断开。PE硅芯管良好的施工性能:管道质轻,焊接工艺简单,施工方便,工程综合造价低。PE硅芯管电热熔接性:采用专用电热熔焊机将直管与直管、直管与管件连接起来。一般多用于160mm以下管。PE硅芯管热熔对接连接:采用专用的对接焊机管道连接起来,一般多用于160mm以上管。PE硅芯管钢塑连接:可采用法兰、螺纹丝扣等方法连接。PE硅芯管为方便施工和保证施工质量、还应准备相应的工具。
PE硅芯管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE硅芯管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE硅芯管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE硅芯管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。PE硅芯管检查对接焊机是否与管材直径和规定的对接焊周期匹配。
PE硅芯管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE硅芯管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE硅芯管在对接焊机上管材和管件的焊口,清洁端口。PE硅芯管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE硅芯管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE硅芯管将加热工具放在两连接面之间。使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。
PE硅芯管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。硅芯管现场检验应符合以下要求,管材应与有材料测试中心的检测报告和合格。应检查和清点所有硅芯管、接头件及其他相关材料的规格程式和数量,应检查所有硅芯管、接头件及其他相关材料的外包装并作好记录。硅芯管管材附件、接头及密封塞等优质齐备。硅芯管管材的管身和管口不应有变形,接续配件齐全有效,套管(管箍)内径与插口外径应吻合。硅芯管的外型应均匀一致,无缺陷、无刮痕、管材内壁、外壁应光滑、平整、清洁,不允许有气泡、裂口、和显著的凹陷、杂质等,硅芯管管口应光滑平直并与轴向垂直,内外壁熔借紧密,硅芯管色泽应均匀一致。
PE硅芯管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE硅芯管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE硅芯管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE硅芯管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。PE硅芯管检查对接焊机是否与管材直径和规定的对接焊周期匹配。
PE硅芯管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE硅芯管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE硅芯管在对接焊机上管材和管件的焊口,清洁端口。PE硅芯管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE硅芯管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE硅芯管将加热工具放在两连接面之间。使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。
PE硅芯管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。硅芯管现场检验应符合以下要求,管材应与有材料测试中心的检测报告和合格。应检查和清点所有硅芯管、接头件及其他相关材料的规格程式和数量,应检查所有硅芯管、接头件及其他相关材料的外包装并作好记录。硅芯管管材附件、接头及密封塞等优质齐备。硅芯管管材的管身和管口不应有变形,接续配件齐全有效,套管(管箍)内径与插口外径应吻合。硅芯管的外型应均匀一致,无缺陷、无刮痕、管材内壁、外壁应光滑、平整、清洁,不允许有气泡、裂口、和显著的凹陷、杂质等,硅芯管管口应光滑平直并与轴向垂直,内外壁熔借紧密,硅芯管色泽应均匀一致。

今年在湖南省衡阳市购买HDPE硅芯管PE燃气管好厂家有担当有了新选择,润星电力管材有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的HDPE硅芯管PE燃气管好厂家有担当产品。如需购买或咨询,请随时联系我们,联系人:王经理-15006359263,QQ:292543758,地址:塑料管材产业园。