



准备好领略焊管无缝钢管来图加工定制产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
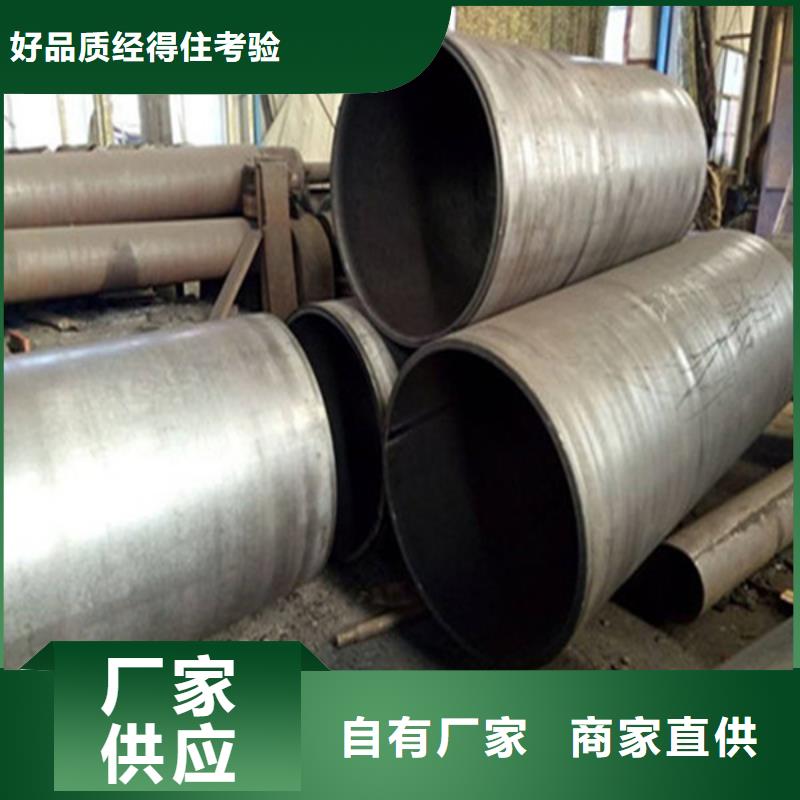
以下是:焊管无缝钢管来图加工定制的图文介绍

武恒金属制品有限公司是一个年轻的企业,但是我们是充满活力、积j i进取、目标高远的企业;以科技创新为基础,以品质经营为根,以优质服务为本;致力打造实用,美观、价优为一体的 河北邯郸Q345B无缝钢管厂家。




1碳钢焊接钢管质量应符合下列要求:
管节的材料、规格、压力等级、加工质量应符合设计规定;管节表面应无斑痕、裂纹、严重锈蚀等缺陷;一节管不允许有两条纵缝。
2碳钢管道安装前,管节应逐根测量、编号,宜选用管径相差小的管节组对焊接。管道穿越道路时应相应增加钢套管。
3下管前应先检查管节的外防腐层,合格后方可下管。
4管节组成管段下管时,管段的长度、吊距,应根据管径、壁厚、外防腐层材料的种类及下管方法确定。
5弯管起弯点至接口的距离不得小于管径,且不得小于100mm。
6管节焊接采用的焊条应符合下列规定:
焊条的化学成分、机械强度应与へ母材相同且匹配,兼顾工作条件和工艺性; 焊 条质量应符合现行 标准《碳钢焊条》、《低合金焊条》的规定;焊条应干燥;根据《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)
7管节焊接前应先修口、清根,管端端面的坡口角度、钝边、间隙,应符合下表规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
8对口时应使内壁齐平,应当采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏差应为0.2倍壁厚,且不得大于2mm。
9对口时焊缝的位置应符合下列规定:
直管段上两对接焊口中心面间的距离,当公称直径大于或等于150mm时,不应小于150mm,当公称直径小于150mm时, 不应小于管子外径。
管子对口时应在距接口中心200mm处测量平直度,当管子公称直径小于100mm时,允许偏差为1mm,当管子公称直径大于或等于100mm时,允许偏差为2mm。但全长允许偏差为10mm。
10管道上开孔应符合下列规定:
不得在干管的纵向、环向焊缝处开孔;管道上任何位置不得开方孔;不得在管节上或管件上开孔;直线管段不宜采用长度小于800mm的短节拼接。
11在恶劣环境下焊接应符合下列规定:
当工作环境的风力大于5级、雪天或相对湿度大于90%时,应采取保护措施施焊;焊接时,应使焊缝可自由伸缩,并应使焊口缓慢降温。
管节的材料、规格、压力等级、加工质量应符合设计规定;管节表面应无斑痕、裂纹、严重锈蚀等缺陷;一节管不允许有两条纵缝。
2碳钢管道安装前,管节应逐根测量、编号,宜选用管径相差小的管节组对焊接。管道穿越道路时应相应增加钢套管。
3下管前应先检查管节的外防腐层,合格后方可下管。
4管节组成管段下管时,管段的长度、吊距,应根据管径、壁厚、外防腐层材料的种类及下管方法确定。
5弯管起弯点至接口的距离不得小于管径,且不得小于100mm。
6管节焊接采用的焊条应符合下列规定:
焊条的化学成分、机械强度应与へ母材相同且匹配,兼顾工作条件和工艺性; 焊 条质量应符合现行 标准《碳钢焊条》、《低合金焊条》的规定;焊条应干燥;根据《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)
7管节焊接前应先修口、清根,管端端面的坡口角度、钝边、间隙,应符合下表规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
8对口时应使内壁齐平,应当采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏差应为0.2倍壁厚,且不得大于2mm。
9对口时焊缝的位置应符合下列规定:
直管段上两对接焊口中心面间的距离,当公称直径大于或等于150mm时,不应小于150mm,当公称直径小于150mm时, 不应小于管子外径。
管子对口时应在距接口中心200mm处测量平直度,当管子公称直径小于100mm时,允许偏差为1mm,当管子公称直径大于或等于100mm时,允许偏差为2mm。但全长允许偏差为10mm。
10管道上开孔应符合下列规定:
不得在干管的纵向、环向焊缝处开孔;管道上任何位置不得开方孔;不得在管节上或管件上开孔;直线管段不宜采用长度小于800mm的短节拼接。
11在恶劣环境下焊接应符合下列规定:
当工作环境的风力大于5级、雪天或相对湿度大于90%时,应采取保护措施施焊;焊接时,应使焊缝可自由伸缩,并应使焊口缓慢降温。




本周生铁市场继续上行,涨幅在20-200元。本周钢市涨势不止,废钢、焦炭、矿石亦走强,生铁成本支撑强劲,钢厂对炼钢铁采购积极,各地炼钢铁资源偏紧,部分铁厂维持负库存,部分铁厂调整生产计划,以产炼钢铁为主,致各地铸造铁库存不大,山东、江苏、山西等地区铸造铁随原料价格上涨售价上调。球墨铁方面,整体成交尚可,铁厂库存不大,少数铁厂负库存,报价陆续上调,辽宁地区球墨铁出货一般,铁厂暂稳观望,不过随成本不断增加,铁厂有跟涨意向。当表面热处理硬化层较厚时,也可采用洛氏硬度计。
当热处理硬化层厚度在0.4~0.8mm时,可采用HR标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。相应的换算表在标准ISO、美国标准STM和国标准GB/T中都已给出。
零件如果局部硬度要求较,可用感应加热等方式进行局部淬火热处理,这样的湖南直缝焊管通常要在图纸上标出局部淬火热处理的位置和局部硬度值。湖南直缝焊管的硬度检测要在指定区域内进行。硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。1、一般焊管用于水、煤气、空气、油和取暖蒸汽等一般较低压力流体的输送。
