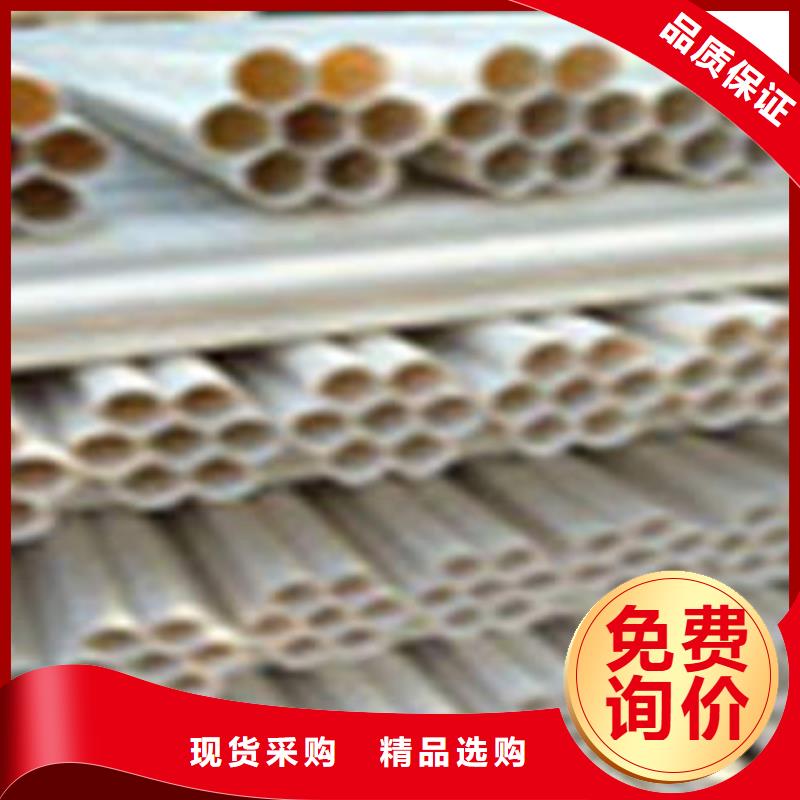
以下是:七孔梅花管BWFRP纤维编绕拉挤管研发生产销售的产品参数
| 产品参数 |
|---|
| 产品价格 | 90 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 规格 | 32*7*2.0 |
|---|
| 外径 | 108 |
|---|
| 颜色 | 白色 |
|---|
| 定长 | 6米/支 |
|---|
| 外观 | 直管 |
|---|
| 原料 | 高密度聚乙烯 |
|---|
| 应用领域 | 弱电穿线 |
|---|
| 敷设方法 | 地埋 |
|---|
| 连接方法 | 专用直接 |
|---|
以下是:七孔梅花管BWFRP纤维编绕拉挤管研发生产销售的图文视频
七孔梅花管BWFRP纤维编绕拉挤管研发生产销售_润星电力管材有限公司,固定电话:15006359263,移动电话:15006359263,联系人:王经理,QQ:292543758,聊城塑料管材产业园发货到山东省 滨州市 滨城区、惠民县、阳信县、无棣县、沾化区、博兴县、邹平市 发货到 山东省滨州市。 山东省,滨州市 2022年,滨州市实现生产总值2975.15亿元,比上年增长3.9%。
七孔梅花管BWFRP纤维编绕拉挤管研发生产销售视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:七孔梅花管BWFRP纤维编绕拉挤管研发生产销售的图文介绍

通常使用在高速公路、桥梁、隧道、海里隧道、火车站、机场、国防通讯建设等基础工程。PE梅花管运费简而言之就是PE梅花管的运输费用,这个费用是根据运输成本来控制的而不是生产厂家和客户随意协商就能决定的。如果是找物流公司,当然这个费用就是物流公司说了算,如果厂家自己用汽车发货那就是燃料+人工+折旧,如果客户自己安排运输那就没什么可说的了。这三种方式实际上跟卖家有关的也就是第二种方式,但是搞采购的应该也都知道一般常用货车载货的油耗,汽油的价格这个更不是什么秘密,厂家请个司机总要给人家薪水吧,这个就是人工费用,车辆折旧这个相不说大家也都明白。这样来看,其实这个运费根本就是透明的,厂家完全不可能在里面赚什么钱。
当然,无良商家不在此列。退一万步讲要是觉得商家给的运费不合理或者不能接受,您大可以直接提出来与之商讨或者直接自己安排运输嘛。HD七孔梅花管孔数是指同时预埋PE梅花管的根数。9孔PE梅花管即同时预埋9根PE梅花管。公司生产的通PE梅花管常用型号为(外径*内径,单位为mm)Φ25*Φ32*Φ40*Φ46*Φ50*Φ60*50,理论壁厚即为(外径-内径)/2。如需其他规格也可特殊定制。公司在全国各大区域通HD七孔梅花管业务均由我们的区域经理直接管辖,各地均无代销点。通HD七孔梅花管均从阳谷生产基地直接发货。各规格型号HD七孔梅花管价格烦请点击本站PE梅花管报价页面查看。该页面报价为我公司国标产品公开出厂报价。
非国标产品及具体成交价格可视具体情况与公司销售经理详谈。购买HD七孔梅花管流程是签订相关合同→预付款→查收并供货→货到付款→款到下货→完成供货→售后服务。结合多年配合客户高速公路PE梅花管吹缆施工经验。对于高速公路光电缆配盘中的一些细节问题做以下简单分享,具体施工规范及量化标准可参照 相关文件,因每个项目都具有不同的特殊因素,希望大家在实践中结合具体情况采取相应的办法来扎实地完成光电缆的施工作业。高速公路光电缆配盘PE梅花管是光电缆采购前除了要按照施工图纸进行配盘外,还需选派有责任心的施工人员参照图纸进行的路由复测,有的项目上的通系统工程师没有进行复测,就按照图纸配盘,往往造成光缆长的长。


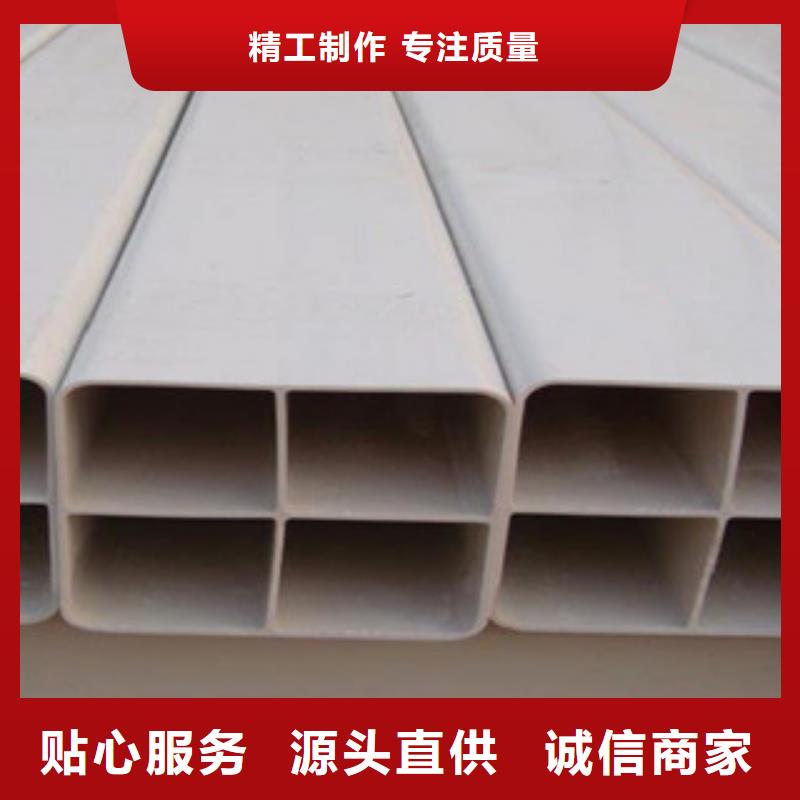
在保压、冷却时间不得移动连接件或在连接件上施加外力。七孔梅花管在对接焊机上管材和管件的焊口,清洁端口。七孔梅花管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。七孔梅花管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。七孔梅花管将加热工具放在两连接面之间。使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。七孔梅花管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。PE梅花管现场检验应符合以下要求,管材应与有材料测试中心的检测报告和合格。
应检查和清点所有PE梅花管、接头件及其他相关材料的规格程式和数量,应检查所有PE梅花管、接头件及其他相关材料的外包装并作好记录。PE梅花管管材附件、接头及密封塞等优质齐备。PE梅花管管材的管身和管口不应有变形,接续配件齐全有效,套管(管箍)内径与插口外径应吻合。PE梅花管的外型应均匀一致,无缺陷、无刮痕、管材内壁、外壁应光滑、平整、清洁,不允许有气泡、裂口、和显著的凹陷、杂质等,PE梅花管管口应光滑平直并与轴向垂直,内外壁熔借紧密,PE梅花管色泽应均匀一致。根据检验结果形成现场检验报告。聚乙烯PE梅花管的内外层和色标线用HDP置树脂成型时,选用料的熔体流动速率应相接近或相同。三台挤出机挤出熔料的流速应相同。
这样,有利于三台挤出机同时挤出进入复合管模具中的三种熔融料接触界面的混熔。复合管成型模具中熔料流道腔工作面应光滑乎整、无零件间的装配凸台或平面结合经隙;各零件的制造和装配精度要求高。为了保证复合管内壁的光滑,保证制品内表面的 摩撩系数,注意模具中的芯棒外因工作面加工精度和光滑度要严格技制,租糙度R8应不大于o.32y”。七孔梅花管成型后的复合管应缓慢降温,水槽中冷却水的温度控制在12一16℃范围内。七孔梅花管牵引速度和管坯的挤出速度相匹配,把挤出成型复合管的牵引速度控制在10m/min以内。聚乙烯PE梅花管挤出成型时,由于复合管用料的不同,则三台挤出机对挤出原料的塑化工艺温度也就各有不同。PE梅花管外层和色标线用料是高密度聚乙烯。



山东滨州高压电力改性聚丙烯管,选好的好选择,质量保证,价格优惠,厂家直销,诚信至上,润星电力管材有限公司期待您的光临,欢迎来电详谈,量大从优。





选购七孔梅花管BWFRP纤维编绕拉挤管研发生产销售来山东省滨州市找润星电力管材有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15006359263,{QQ:292543758},地址:[塑料管材产业园]。