

准备好领略铝合金型材不锈钢管本地厂家值得信赖产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:铝合金型材不锈钢管本地厂家值得信赖的图文介绍
恒永兴金属材料销售 有限公司生产销售 黑龙江流体管,产品具有外表美观、价格低廉、结实耐用等特点。 本公司以科学的生产工艺、严格的质量管理、先进的服务理念、合理的销售价格,赢得了国内外广大客户的信赖。 缔造精品、履行承诺、不断改进、追求完美”的质量方针和“忠诚营销、共创辉煌”的营销理念一直以来是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,向您提供优质的服务。欢迎新老客户来参观指导或来电、来函洽淡业务。



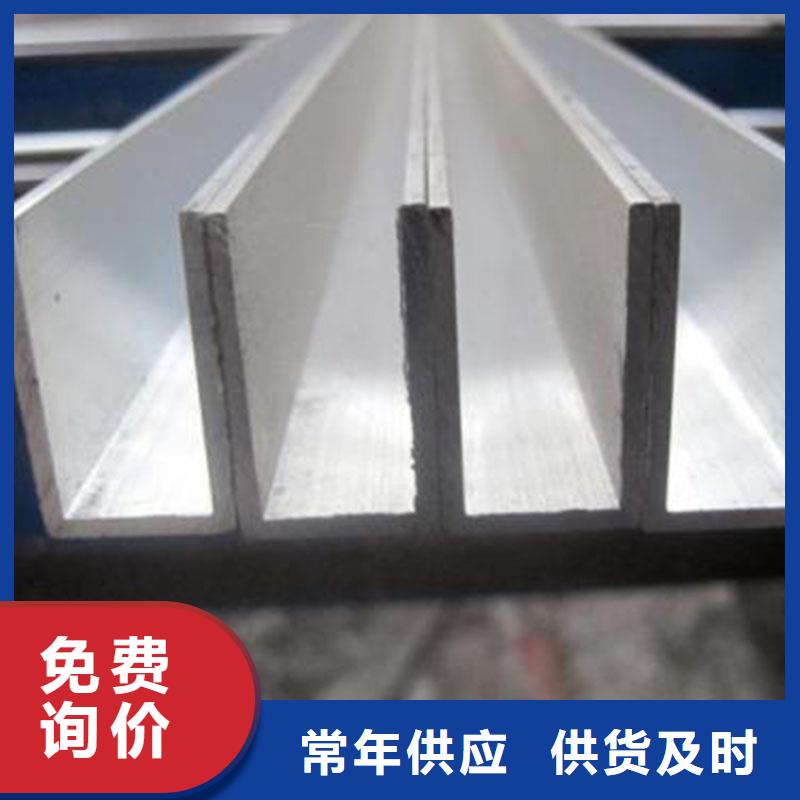
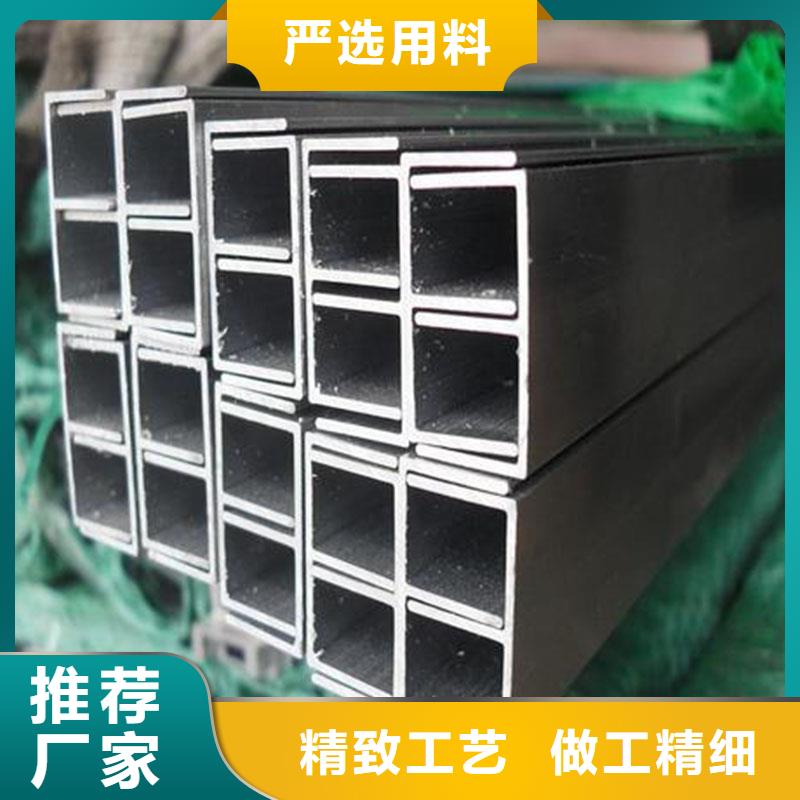
铝合金门窗八大优势和六个质量指标----铝合金门窗八大优势:一:质轻、强度高。铝合金材料多是空芯薄壁组合断面,方便使用,减轻重量,且截面具有较高的抗弯强度,做成的门窗变形小,耐用。二:密闭性能好。密闭性能是门窗的重要性能指标,铝合金门窗较之普通木门窗和钢门窗,其气密性、水密性和隔音性能均佳。铝合金门窗本身,其推拉门窗比平开门窗的密闭性稍差,因此推拉门窗在构造上加设了尼龙毛条,以增强其密闭性能,达到日常使用更高要求。三:耐腐蚀性强,使用维修方便。铝合金门窗不锈蚀,不退色,表面不需要涂漆,维修费用少。四:强度高,刚度好,坚固耐用。五:使用价值高。在建筑装饰工程中,特别是对于高层建筑、次的装饰工程,如果从装饰效果、空调运行及年久维修等方面综合权衡,铝合金门窗的使用价值是优于其它种类门窗。六:不褪色,易于保养。铝合金门窗不需要涂漆,不褪色、不脱落,表面不需要维修。七:开闭轻便灵活,无噪音。八:造型美观,可有多种颜色。铝型材表面处理技术多样化,可满足不同人不同的审美所需。铝合金门窗的六个质量指标:一、厚度:铝合金推拉门有75系列、85系列两种,住宅内部的铝合金推拉门用75系列即可。系列数表示门框厚度构造尺寸的毫米数。铝合金推拉窗有60系列、65系列。系列选用应根据窗洞大小及当地风压值而定。用作封闭阳台的铝合金平开窗应不小于60系列。二、强度:抗拉强度应达到每平方米毫米157牛顿,屈服强度要达到每平方毫米108牛顿。选购时,可用手适度弯曲型材,松手后应能复原状。三、色度:同一根铝合金型材色泽应一致,如色差明显,即不宜选购。四、平整度:检查铝合金型材表面,应无凹陷或鼓出。五、光泽度:铝合金门窗避免选购表面有开口气泡(白点)和灰渣(黑点),以及裂纹、毛刺、起皮等明显缺陷的型材。六、氧化度:氧化膜厚度应达到10米。选购时可在型材表面轻划一下,看其表面的氧化膜是否可以擦掉。



铝灰的化学成分由于原料组成及工艺等不同,具有较明显的差异性,主要由金属铝、氧化铝及盐熔剂等的混合物构成。具体是:Al10%~30%,Al?O320%~40%,Si,Mg,Fe氧化物7%~15%,K,Na,Ca,Mg氯化物和少量氟化物15%~30%。其中部分氧化物和氯化物附着于金属铝的表面。耐火材料属资源型产业,化学成分及类型多种多样,具有容纳各种原材料的空间。铝灰的化学成分与耐火材料的主要原料铝矾土相近,可以考虑直接或经加工处理后成为耐火原料,为铝灰的有效利用开辟一条新途径,既保护环境,又降低耐火材料企业的生产成本,对企业可持续发展具有一定帮助。铝灰加入耐火材料配料中的应用:1.1作为防爆剂:能改善不定形耐火材料衬体的透气性,防止衬体在烘烤过程中由于产生的蒸气压过大而发生爆 裂的物质称为防爆剂,也称为快干剂(可快速烘烤的添加剂)。不定形耐火材料的防爆剂有活性金属铝粉,铝粉与H?O反应生成Al(OH)?,并放出H?,在浇注料尚未凝固前,H?从浇注料逸出时会形成毛细排气孔,从而提高其排气性。王立旺[1]采用铝灰替代铝粉作防爆剂,用于铁沟浇注料,其铝灰的化学成分是:Al31.63%,Al?O?18.15%,AlN9.25%,MgO6.16%,SiO?12.21%,Fe?O?7.27%,CaO2.23%,Na?O2.15%,K?O1.03%,TiO?2.04%,Cr?O?0.58%,其他7.33%。其中的Al,AlN能水化放出气体。试验得出铁沟浇注料中加入w(铝灰)4%,能很好地起到防爆作用,铝灰加入过多,会出现鼓胀开裂,铝灰还能促进铁沟料硬化,缩短施工时间。1.2加入高炉出铁口炮泥中:黄朝晖等人发明在高炉出铁口炮泥中添加铝灰0.4%~40%替代铝质和硅质原料。其他原料是:工业级刚玉、碳化硅、中温沥青颗粒粉、苏州土细粉、焦炭粉等,以焦油及改性沥青和酚醛树脂为结合剂,混合搅拌均匀,过真空练泥机挤出后,即得到炮泥。其性能稳定,能满足生产要求,并能降低生产成本。1.3代替煅烧铝矾土:有人研究在浇注料、预制件和耐火粘土制品中加入铝灰取代煅烧的铝矾土,而铝灰无需煅烧,可直接作原料,大约用量在5%。利用铝灰加工配制耐火材料,众所周知,原料是耐火材料的基础,高质量的耐火原料才能生产好的产品。对耐火原料基本要求就是耐火性能,即耐火度1580℃以上的原材料才能作为耐火原料。铝灰中除了Al?O?以外,还含有较多耐火性能较低的杂质成分,因此,一般不能用铝灰直接配制耐火材料,需要进一步加工处理,除去杂质,提高Al?O?含量,才能考虑用作耐火材料。以下就铝灰加工处理方法作简要介绍。2.1铝灰的浮选法提纯:刘瑞琼等采用油酸钠为捕收剂,当pH值固定在8.6左右,捕收剂用量为1000g/t时,浮选后铝灰w(Al?O?)含量由原来43.14%提高到86.41%,回收率68.89%。可以替代铝矾土冶炼氧化铝基电熔材料。2.2制取α-Al?O?:α-Al?O?是刚玉等高级耐火材料的主要原料。用铝灰提取的基本原理是:在400~600℃的温度下,铝灰中的金属铝、氧化铝与NaOH和NaNO?反应生成可溶于水的金属盐,并用水将其溶出,实现铝与其他杂质分离之后,使用晶种分解法处理含铝溶液,*终得到α-Al?O?。得出的制备条件是:碱灰比(mNaOH/m铝灰)1.3,盐灰比(mNaNO?/m铝灰)0.7,按比例要求配合,混合均匀,在500℃下熔炼,熔炼时间60min;用去离子水在60℃恒温水溶中浸出熔炼产物,浸出时间30min,固液比1∶4,铝浸出率*高达92.71%,浸出后抽滤,固液分离,浸出液经过净化,调整苛性比,晶种分解和煅烧获得氧化铝。谢刚等人采用加压碱浸、波活化辅助的方法回收铝灰中氧化铝。首先将铝灰破碎、筛分、水洗,与NaOH溶液按固液比1∶7混合搅拌均匀,然后在高压釜内,于140℃,1.15MPa反应6h,经进一步固液分离、酸中和、水洗分离后,将产物置于输出功率5W/g的波设备干燥活化7min,抽风速度为30m/min,*终可得Al?O?产品。还有人通过王水浸取法及添加氧化钇制备高硬度γ-Al?O?。首先铝灰在室温下溶解在王水中,然后在pH为9~10的条件下沉淀,加入0~20%氧化钇粒子,经压实后于1550~1650℃煅烧可得高硬度γ-Al?O?。2.3制取纳米氧化铝:在刚玉耐火制品中引入α-Al?O?粉,降低烧结温度,节约能源,提高其性能。例如:在用电熔刚玉(Al?O?99.5%)的配料中,加入4%~8%的α-Al?O?粉和1%~2%的α-Al?O?纳米粉,制品的烧成温度由1700~1800℃降至1400℃。刘晓红等采用硫酸浸取铝灰制备纳米氧化铝的工艺方法是:首先在80℃搅拌条件下,用硫酸溶液多次浸取铝灰中的铝离子,经过滤分离得到硫酸铝溶液,然后将碳酸氢铵溶液加入到硫酸铝溶液中,在40℃条件下搅拌反应60min,生成前驱体碳酸铝铵沉淀和硫酸铵溶液,经陈化,真空抽滤分离,硫酸铝铵沉淀洗涤干燥后于1200℃煅烧1h,得到粒径约70nm的α-Al?O?粉。2.4利用铝灰冶炼棕刚玉:耐火材料用棕刚玉一般是用特级铝矾土冶炼而成,Al?O?含量94.5%~97%,是中、耐火材料的主要原料,尤其不定形耐火材料用量较多。近年来,为了节能环保,降低生产成本,有人在研究用铝灰冶炼棕刚玉,其中刘瑞琼等[5]试验的低温冶炼制备棕刚玉的效果较好。其生产过程是:将1份铝灰(小于0.10mm)放入2~5份90~100℃热水中,浸泡6~10h,将水排出,并加入排出等质量的90~100℃热水浸泡2~14h,浸泡为放热反应,不断搅拌,保持水温90~100℃,确保铝灰不沉积,将浸泡后的铝灰分离出来后用流动水漂洗,漂洗水流为3~6m/min,然后用真空过滤机过滤,再经80~110℃烘干至水分低于20%,即完成预处理。在电弧炉中熔炼:在铝灰中加入0.5%~4%的沉淀剂铁屑,在炉中1700~1800℃冶炼6~8h,熔融还原铝灰中的SiO?,Fe?O?,TiO?等氧化物,冷却后经粉碎,磁选和筛分得到棕刚玉产品。其试用的铝灰及棕刚玉产品的化学成分见表2。2.5合成Sialon粉:Sialon陶瓷是20世纪70年代后迅速发展起来的一类高温结构材料,Sialon材料以优越的力学性能、热学性能和化学稳定性,被认为是*有希望的高温陶瓷材料之一。Sialon为Si?N4-AlN-Al2O?-SiO?系固溶体,采用纯化学原料制备,成本高。李家镜等[6]采用铝灰、炭黑和粉煤灰为原料,用碳热铝热复合还原氮化工艺制备Sialon粉体。试用铝灰及粉煤灰的化学成分如表3。称好料,进行球磨12h(用Si?N4球,无水乙醇为介质),然后进行干燥、过筛、压成圆片,再进行煅烧,自然冷却后磨成粉,研究了原料组成、合成温度对生成物相的影响。结果表明:在原料中当Si/Al为1(铝灰为33%,粉煤灰为50%)时,加入17%炭黑,合成温度1450℃,得到的主要物相为Si?Al?O?N(5β-Sialon,Z=3)和SiAl4O?N(415R)的产物;在Si/Al为1.5时,加入80%粉煤灰,1450℃可制备较纯的Si?Al?O?N5粉。2.6制备镁铝尖晶石:镁铝尖晶石是重要的耐火原料,以它为颗粒,镁砂为细粉,制备与刚玉配制钢包用浇注料。李晓娜[7]以铝灰、铝矾土和电熔镁砂为原料,铁屑为沉淀剂,焦炭为还原剂,采用高温电熔法合成富铝镁铝尖晶石。试验表明:加入铝灰20%,40%,60%生产的镁铝尖晶石,其综合指标超过铝矾土基镁铝尖晶石的技术指标;加入40%铝灰时,综合指标*好,其含Al?O?82.48%,SiO?0.35%,MgO14.10%,CaO1.12%,Fe?O?0.5%(质量分数)显气孔率0.9%,体积密度3.48g/cm3,耐火度>1800℃;铝灰加入40%,60%生产的尖晶石中含有六铝酸钙(CA6)相。2.7制备TiN-Al?O?复相耐火原料:TiN-Al?O?复合材料具有优异的高温稳定性,耐磨性及力学性能,是一种优异的耐火材料。刘海涛等[8]以金红石和铝灰为原料,以铝灰中的金属铝为还原剂,采用铝热还原氮化法合成TiN-Al?O?复合粉体。试验用铝灰及金红石的化学成分见表4。其原理是:根据反应式6TiO?+8Al+3N?=6TiN+4Al?O?计算铝灰和金红石理论质量比为16∶27。具体做法是:先称好料,放入球磨机中,干磨12h,以40MPa压力,干压成型坯体,然后放入石墨坩埚,在流动氨气中,600~1400℃,保温5h煅烧。在1300℃煅烧的产品按理论用量合成的产物主要是TiN,α-Al?O?,少量倍长石和MgAl?O4。经计算,TiN为30.4%,α-Al?O?为45.8%,随铝灰增加α-Al?O?增多,TiN减少,当铝灰过量50%时,TiN为26.4%,α-Al?O?为55.0%。TiN-Al?O?复合材料的抗折强度达520.2MPa。2.8电熔莫来石:陈海等[9]利用铝灰电熔莫来石。具体步骤是: 步是铝灰预处理过程,首先在1100℃下煅烧铝灰,使金属铝部分转变为Al?O?,然后将煅烧的铝灰放入水槽中,加入盐酸进行清洗,然后烘干;第二步是电熔,按铝灰、铝矾土与硅石的质量分数比为:30%~80%:0~50%:10%~20%的范围内,混合均匀后加入电弧炉中,熔炼,倒出,冷却,破粉碎,分选,得到莫来石。利用铝灰制取耐火材料结合剂3.1合成聚合氯化铝:聚合氯化铝又称碱式氯化铝,简称PAC,是介于AlCe?和Al(OH)?之间的水解产物,其化学通式为(Al(2OH)nCe6-n)m,其中m<10,n=1~5。聚合氯化铝分为固体和液体两种,固体通常为黄色或无色的树脂状产品,Al?O?含量40%~50%;液体呈无色,黄褐色或黑色,Al?O?含量10%以上。聚合氯化铝可作为定型耐火制品、耐火可塑料、捣打料和浇注料结合剂,对碱化度和密度有一定要求,一般要求碱化度为46%~72%,密度为1.17~1.23g/cm3。谢英惠等[10]研究以铝灰为原料制取聚合氯化铝。其中中和法是将烧碱和盐酸分别与铝灰反应,产生铝酸钠和三氯化铝,然后以合适的配比合成聚合氯化铝。而酸溶法是将铝灰和盐酸反应一次直接产出液体聚合氯化铝。具体操作是:用水洗法除去水溶解的盐类,处理后铝灰Al?O?含量30%左右,然后将工业盐酸与一定量水放入反应器内,搅拌并用水浴加热,称取铝灰逐步加入盐酸溶液中,反应放热,反应温度96℃,时间6~12h,反应结束加入一定水稀释物料,试验认为,铝灰∶HCe∶水为3∶1∶3,反应6~8h为宜,调节pH值为3.5~4.5,陈化15~24h,得到液体聚合氯化铝产品。3.2制取硫酸铝:将硫酸铝溶于水中,可作为定型和不定型耐火材料的结合剂。由于硫酸铝溶液呈酸性,因此主要用于酸性和中性耐火材料结合剂。康文通等[11]研究的以铝灰为原料制备硫酸铝的工艺流程是:铝灰—加入硫酸和水进行反应—过滤除去滤饼—滤液除去杂质—浓缩—冷却结晶—硫酸铝产品。其中反应时间3h,硫酸浓度30%,硫酸用量1.05(以硫酸实际用量与理论用量之比表示),pH值为3,收率达93.2%


铝型材挤压车间关键工序操作规程:1.根据作业计划单选定符合计划单的模具,平模:460℃---480℃B.分流模:480℃---500℃。模具在炉中的停留时间较长不超过8小时,装模过程应迅速快捷,而且要防止模具冷却。2.盛锭筒必须保持干净,无严重磨损或大肚,否则,挤压产品将会出现夹渣或气泡。铝型材挤压车间关键工序操作规程3.不允许铝合金圆铸锭在地面上滚动,凡是表面有泥沙、灰尘时,均应清理干净后再入炉加热。铝棒加热炉的温度设定加热阶段设定300℃-450℃,铝棒上机时温度控制,根据壁厚应符合T≥1.4mm以温度控制在440℃-540℃,T<1.4mm温度控制在400℃-540℃,具体情况根据品种、模具结构、合金种类而定。4.铝合金圆铸锭在入炉加热之前,应作表面质量自检,自检由主机手负责,凡是有明显夹渣、冷隔、中心裂纹和弯曲的圆铸锭,都不应入炉加热,应将其挑选出来退回熔铸车间。5.采用加温100℃/1小时的梯温形式,将盛锭筒加温至380℃---420℃。盛锭筒端面温度为280℃---360℃6.盛锭筒与模具配合的端面应平整无损伤和粘铝,否则挤压时会跑料。挤压过程中,挤压班长要每隔10-20个铸锭用手提测温仪测量一次温度,并如实作好记录,以便随时掌握铸锭温度变化情况,保持正常挤压温度。7.挤压时,要注意压力的变化。起压时不超过210kg/cm2,正常挤压时,压力会随过程下降,若在起压后超过1分钟压力不下降,则应停止挤压,以防损坏设备和模具。铝型材挤压车间关键工序操作规程8.应根据不同合金的不同特性控制挤压速度,低杂质合金挤压速度可高些,高杂质合金挤压速度会慢些。若铝棒温度偏高,应减低挤压速度,若想加大挤压速度,应将铝棒温度控制低些。9.为了控制好力学性能出料口的温度较低必须≥500℃。10.首件检查:上模挤压出来的第1支型材应将其料头切下500mm长留给修模作依据,第1支与第2支棒切下500mm长交巡检员作外观尺寸和形位公差检查,以确认是否符合图纸尺寸及装配关系要求,从而判定该模具可否继续生产。11.为了防止模具端面、盛锭筒端面和挤压垫片端面粘铝,允许在模具端面和垫片端面上涂少量脱模油脂,但要尽量少涂或不涂,而且不允许涂及模具型腔和盛锭筒内壁,以免油脂污染型材。12.要正确使用挤压垫片,保护挤压垫片不被碰伤。当挤压垫片磨损太大,变成圆角,清缸不干净时,应及时更换新垫片。每次挤压时,都要特别注意垫片是否已放好,防止因挤压垫片没放好造成设备事故。13.铝材挤压过程中应注意液压油温度的变化:当油温升高到约45-50℃时,挤压力会大大下降,挤压机会变得无力,此时应停机并设法将油温降下来,然后才能再开机挤压。14.铝型材挤压机吨位(吨)60010001650,每套模具一次挤压铸锭数(个)100-15060-8040-80。15.为了防止挤压死区的气体及脏物流入铝型材和为了保护挤压杆不致破坏,限定压余长度不许过厚,也不允许过簿,压余控制15-30mm厚度。16.6063挤压铝型材T6淬火采用强制风冷,T5自然冷却,型材流出后不可小于80℃/分的速度冷却至170℃以下。6061挤压型材淬火采用强风、水雾或直接水冷方式,并要在2-3分钟将温度降至200℃以下。17.铝型材在冷床上要冷却到50℃以下才能进行拉直。型材拉直时,其拉直量应控制在1-2%左右,超厚型材的拉直变形量允许稍大一些,但不许超过3%。,拉直时,要注意保护装饰面不被擦伤,尽可能做到以非装饰面接触棚架输送带。18.铝型材在定尺之前,应清楚其长度公差要求。若客户有特殊要求时,应按客户要求执行;若无特殊要求,长度公差一律按+15mm控制,以倍尺交货时,总偏差为+20mm。校好定尺位后,切出第1支型材时验长度是否符合要求,必须是正偏差,不许负偏差,确认无错后,开始成批定尺锯切。19.为防止铝型材擦伤,不要将型材叠起来锯切,型材前进时,应先将锯台上的铝屑吹扫干净。20.锯切时,应在锯片涂油润滑,但要防止润滑油粘到铝型材表面上。20锯切后铝型材的锯口应垂直于轴线,锯口应无毛刺、飞边和扭歪变形。为了有漂亮的锯口,应经常保持锯片的锋利,应注意锯片上的积铝,当锯片不够锋利时,应及时换下来打磨锯齿或换用新锯片。21.定尺后的铝型材应用压缩空气吹干净铝屑,然后装框。22.铝型材定尺后,大料逐支检查,中小料按10%的比例抽查,检查的内容是平面度、弯曲度、扭拧度、张口、收口、表面质量。23.铝型材定尺并检查合格后,要两人轻轻地抬着放于料框中,小心摆放整齐,不要互相碰撞和磨擦。装框时应戴干净的纱手套,手套不能有油、水和其他脏物。装框时,长料、重料在框下层,短料、轻料在框上层。24.放完一层后,根据铝型材长度及其承受自重的程度,适当放4-8支横隔条,再放第二层铝型材,不允许型材垂弯及叠起堆放。25.凡是细料纵向不能通风的实心铝型材,应使用带通风孔的小方管横隔条分层隔开,以便于时效通风传热。26.较上一层铝型材的平面要低于料框的平面,以防叠框时压坏型材。


