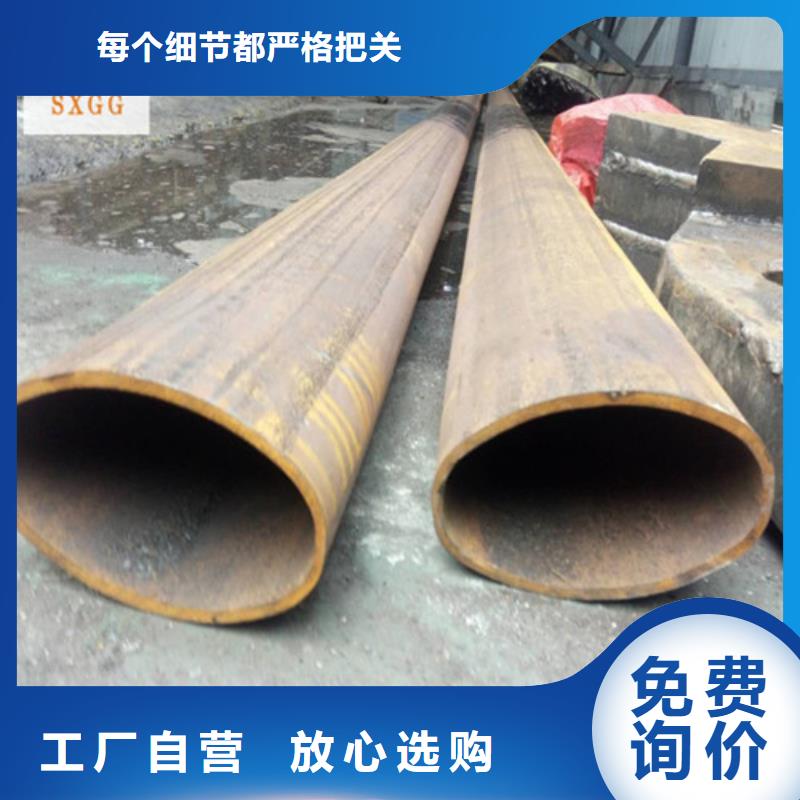
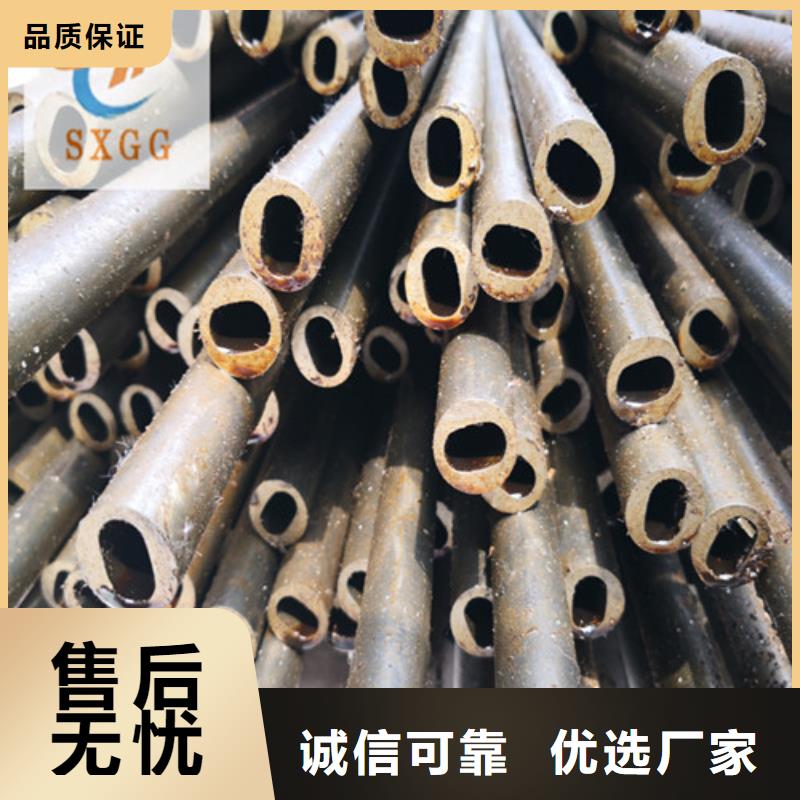
以下是:异型管【不锈钢异形管】客户信赖的厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 31 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 异型管 | 10-300mm壁厚0.8-20mm |
|---|
以下是:异型管【不锈钢异形管】客户信赖的厂家的图文视频
异型管【不锈钢异形管】客户信赖的厂家,硕鑫钢管有限公司为您提供异型管【不锈钢异形管】客户信赖的厂家,联系人:郝经理,电话:0635-3381234、18865266789,QQ:87430015,请联系硕鑫钢管有限公司,发货地:聊城开发区高速口发货到浙江省 舟山市 定海区、岱山县、嵊泗县。 浙江省,舟山市 2022年,舟山市实现地区生产总值(GDP)为1951.3亿元,按可比价格计算,比上年增长8.5%。
深入了解异型管【不锈钢异形管】客户信赖的厂家产品,一部视频就够了,快来观看!
以下是:异型管【不锈钢异形管】客户信赖的厂家的图文介绍
硕鑫钢管有限公司凭借其在 浙江舟山A333Gr.6无缝钢管行业中的优势加之良好的服务信誉,公司一直保持着高速、稳定的发展、经营态势。“严谨,,热情”是我们的工作态度。品质生活,源于我们,公司愿与客户一起共创美好生活!



详解方管知识二
简介
焊接方管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的方管。一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
制造工艺
焊接方管较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相直径大或较厚的焊接方管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
三、应注意的质量问题
1)尺寸超出允许偏差:对焊缝长度、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2)焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。
3)表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
4)焊缝夹渣:多层施焊应层层将焊渣干净,操作中应运条正确,弧长适当。注意熔渣的流动方向,采用碱性焊条时,必须使熔渣留在熔渣后面。
变形原因



电感耦合等离子体子发射光谱技术可以进行多元素同时分析,已于低合金钢和铸铁中镁、镧等元素测定,分析灵敏度与工作效率大大提高。光电直读光谱法、X射线荧光光谱法已经建标,可于材料逐层分析辉光放电—子发射光谱法测定低合金钢也成为标准分析方法。
国内了位统计分析方法,规定了金属位统计分布分析法测定碳、硅、锰、磷、硫、铬、镍、铜、钛、钼、钒和铝等成分分布。痕量元素对材料性能影响也引起广泛重视。对于高温合金中有16种痕量光谱法元素分析方法。
许多先进技术或高灵敏度方法被采,石墨炉子吸收光谱法、氢化物发生—子荧光光谱法、电感耦合等离子体质谱法、示波极谱法、萃取分离高灵敏度显色光度法等,可以测定至0.00001%。精密光亮管材料化学元素分析方法,通常可以分为分析方法、标准分析方法、现场分析方法。



总之,造成淬火裂纹因可能是上述因素一种或多种,内力存在是形成淬火裂纹主要因。淬火裂纹深而细长,断平直,破断面无氧化色。它在轴承套圈上往往是纵向平直裂纹或环形开裂;在轴承钢球上形状有S形、丁形或环形。
热处理变形精密异形管在热处理时,存在有热力和组织力,这种内力能相互叠加或部分抵消,是复杂多变,因为它能随着加热温度、加热速度、冷却方式、冷却速度、零件形状和大小、装炉方式变化而变化,故其热处理变形是难免。
淬火裂纹组织特征是裂纹两侧无脱碳现象,明显区别于锻造裂纹和材料裂纹。认识和掌握它变化规律可以使轴承零件变形置于可控范围,有利于生产正常进行。当然在热处理过程中机械碰撞也会使零件产生变形,但这种变形是可以通过改进操作等来加以减少和避免。


异型管【不锈钢异形管】客户信赖的厂家,硕鑫钢管有限公司专业从事异型管【不锈钢异形管】客户信赖的厂家,联系人:郝经理,电话:0635-3381234、18865266789,QQ:87430015,发货地:开发区高速口,以下是异型管【不锈钢异形管】客户信赖的厂家的详细页面。