

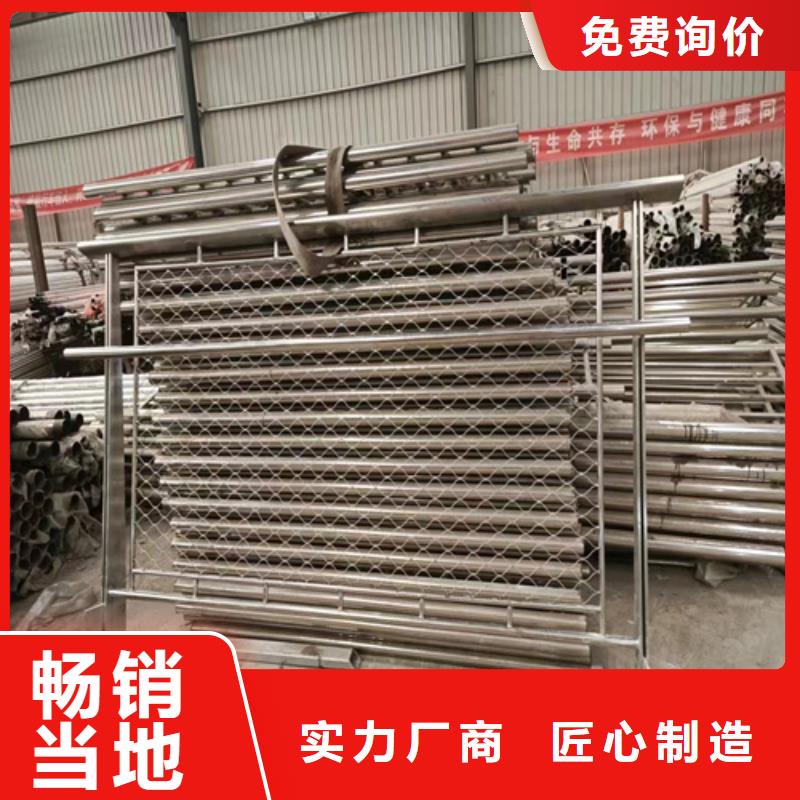


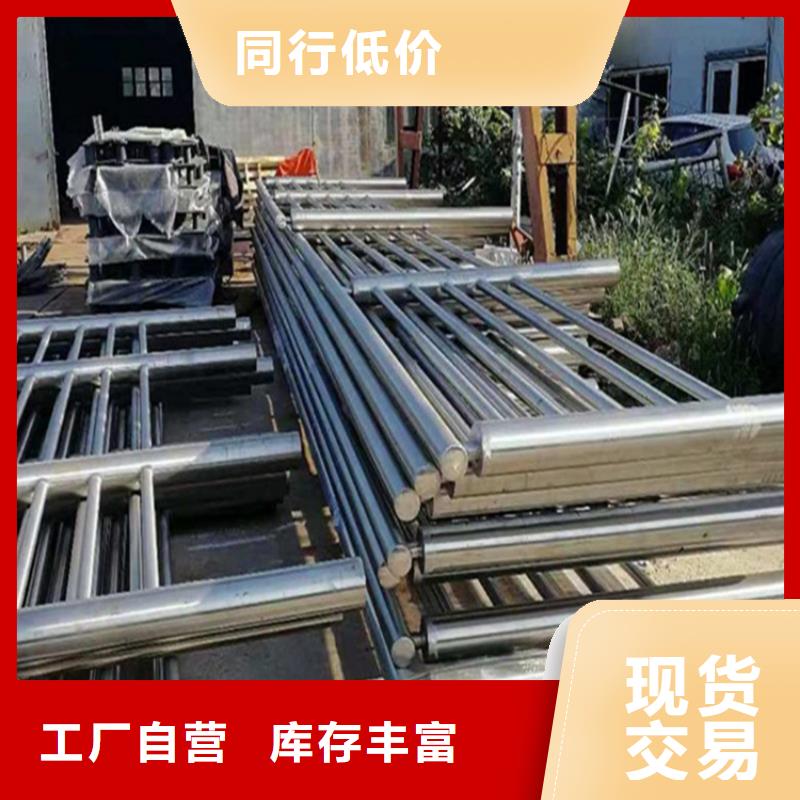

了解下不锈钢复合管护栏的制作工序
不锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等。
如今常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要
分别停止焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢类似,而底层与复层接壤处的异种金
属焊接是关键。
焊前准备,不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复
层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧
开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床停止急剧弯曲,要逐段迟缓加工成形;假
如需求热加工成形的话,首先要清洗工件表面油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基
体能够空冷,对低合金钢基体要停止保温缓冷。加热温度在700~850℃。

<怀化>宏达友源金属制品有限公司的目标:让客户省时、省力、省心、省金;以质量取胜,以服务取优,以价格取信。
我们的承诺是:保证精美的品质,给予较低的怀化价格,提供热情的服务,因为您的满意,是我们的追求。

