




焦作合金弯管_我们是厂家
 航萧管件
航萧管件
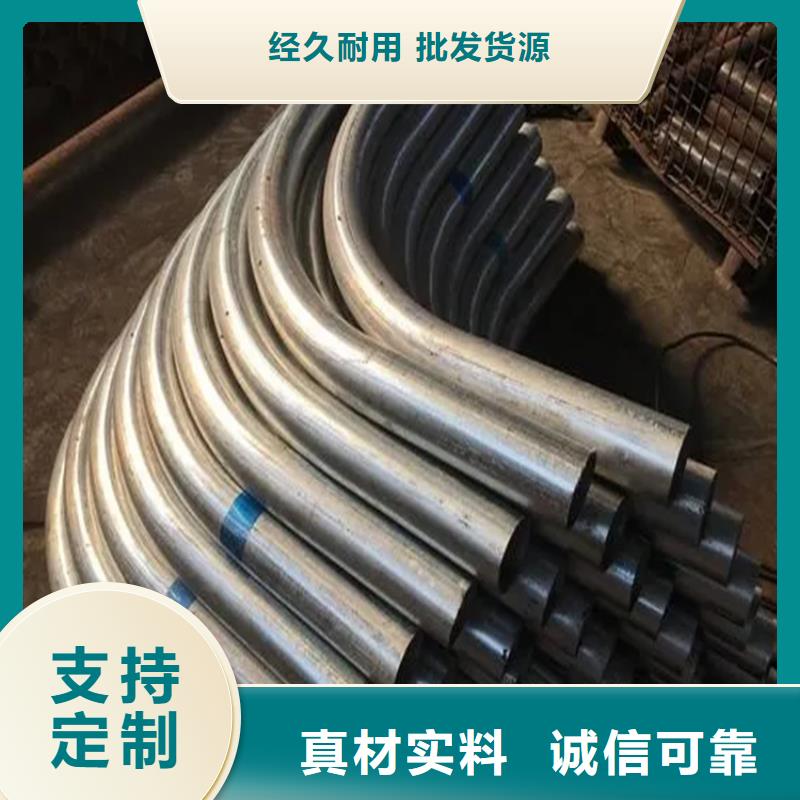
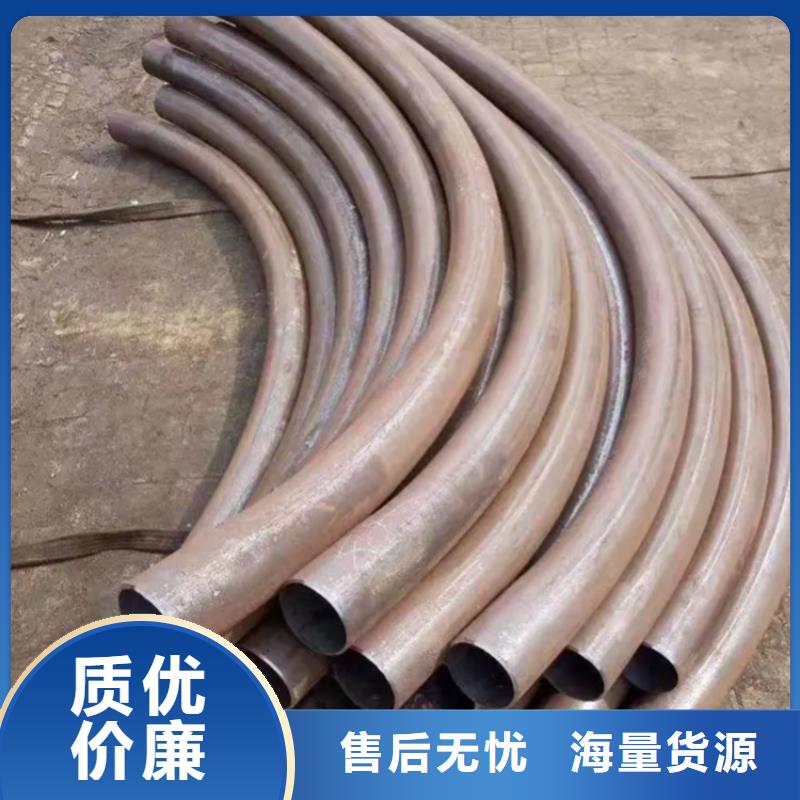
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。
1、模具没有做好!或者磨损了。
2、弯管方式不对,可以的话,选用旋转拉弯式的。
有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。
公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。
欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。
我有限公司专业从事方管弯圆加工圆管弯圆加工h型钢拉弯加工弯管加工.我公司弯管加工经验丰富行业领先的圆管弯圆加工h型钢拉弯加工服务各种规格的拉弯加工深受用户欢迎!
弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。
1、模具没有做好!或者磨损了。
2、弯管方式不对,可以的话,选用旋转拉弯式的。
有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。
公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。
欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。
我有限公司专业从事方管弯圆加工圆管弯圆加工h型钢拉弯加工弯管加工.我公司弯管加工经验丰富行业领先的圆管弯圆加工h型钢拉弯加工服务各种规格的拉弯加工深受用户欢迎!
 全自动弯管机具体应该怎么使用?
全自动弯管机的应用越来越广泛,那大家知道它应该怎么使用吗?
1、认真阅读电动油泵的使用说明书。
2、将工作油缸旋入方档块的内螺纹,使轮子向下,油缸后端安装在支架上。
3、按照所弯管子的外径选择模头,套在柱塞上。
4、向模头方向两个滚轴上对应的沟槽,然后装入相应尺寸的花板孔,再将上板板盖上。
5、将所弯管子插入沟槽内,将高压油管端部快速接头活动部分向后拉,并套在工作油缸的接头上。
6、将电动油泵上的卸油螺钉旋紧,即完成所弯管的弯曲。
7、弯曲完毕,松开放油螺钉,柱塞即自动复位。
全自动弯管机具体应该怎么使用?
全自动弯管机的应用越来越广泛,那大家知道它应该怎么使用吗?
1、认真阅读电动油泵的使用说明书。
2、将工作油缸旋入方档块的内螺纹,使轮子向下,油缸后端安装在支架上。
3、按照所弯管子的外径选择模头,套在柱塞上。
4、向模头方向两个滚轴上对应的沟槽,然后装入相应尺寸的花板孔,再将上板板盖上。
5、将所弯管子插入沟槽内,将高压油管端部快速接头活动部分向后拉,并套在工作油缸的接头上。
6、将电动油泵上的卸油螺钉旋紧,即完成所弯管的弯曲。
7、弯曲完毕,松开放油螺钉,柱塞即自动复位。
