




nmgsy<晋中>神悦钢材有限公司
对于晋中防腐螺旋管来说一般常用的有布氏、洛氏、维氏硬度三种。 1、维氏硬度(HV)维氏硬度试验也是一种压痕试验方法,是将一个相对面夹角为1360的正四棱锥体金刚石压头以选定的试验力(F)压入试验表面,经规定保持时间后卸除试验力,测量压痕两对角线长度。维氏硬度值是试验力除以压痕表面积所得之商,其计算公式为式中:HV--维氏硬度符号,N/mm2(MPa); F--试验力,N; d--压痕两对角线的算术平均值。维氏硬度采用的试验力F为5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等六级,可测硬度值范围为5~1000HV。 2、布氏硬度(HB)用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)布氏硬度值是以试验力除以压痕球形表面积所得的商。3、防腐螺旋钢管的洛氏硬度(HK)洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。即,在初邕试验力(Fo)及总试验力(F)的先后作用下,将压头压入试样表面,经规定保持时间后,卸除主试验力,用测量的残余压痕深度增量(e)计算硬度值。
晋中防腐螺旋管热处理设备(1)种类和型式所谓热处理,就是将钢管加热到900℃的高温(不锈钢的固溶处理温度是100℃C而且,为了使全长,Q235B螺旋钢管 整个圆周直到管壁都能达到温度均匀,螺旋钢管具有优良的焊接性有在高温下保温数分钟至数十分钟,以及在其后的过程中能确保预定的速度的热处理设备。对热处理来说,这是非常重要的条件。热处理对钢管质量起着重要作用,在轧管后的精整工程中,占有重要位置。应该避免在加热过程中的钢管表面脱碳,渗碳影响钢管质量。特别是对冷加工产品,要在加热时粘结上氧化铁皮是非常讨厌的。近,根据用途和用户的要求,都倾向于使用指定热处氛。 现在,Q235B螺旋钢管 热处理炉的型式一般是根据装料,出料方式,以及能否调节热处氛,按表42进行分类另外,也可以根据管子的输送机构和加热燃料,烧嘴型式,或根据可能进行的热式的不同进行分类。现在,把日本国内正在使用的热处理设备。断续式炉(窑式炉)窑式(Bach是一窑,一捆之意)炉,就是将同时装入炉内的管子原地不动地完成加热,Q235B螺旋钢管 保温,等一系列热处理工序的炉子。一批管子具有的热处理过程(与转炉,螺旋钢管具有优良的焊接性电炉为相似)。窑式炉根据炉型分为:箱形炉,坑式炉,车底式炉等。螺旋钢管之类的细长大型构件,几乎都使用车底式炉处理。是车底式炉子的原理图这种车底式炉是将管子装在台车上:分段装炉时,中间用料隔开;管子和台车一起装入炉内,关闭炉门。


Q235系列的钢管或者钢板,按顺序材料性能依次递增,其实简单地说Q235-B的材料在杂质的控制,P、S含量的控制要比Q235-A好,当然,这个系列是Q235-D。Q235螺旋钢管是现在市场上较多的一种材质,而且螺旋钢管都是Q235B的,Q235螺旋钢管中的Q235代表的是一种材质,这种材质是说的屈服度是235兆帕左右,并且会随着壁厚的变化而改变屈服度,也就是说壁厚越厚屈服度越小,由于晋中Q235螺旋管焊接方便,价格便宜,被市场广泛采用。 带颈法兰在压力容器行业应用较多,而且有一系列标准、行业标准等,因此带颈法兰设计计算方法研究以及节点试验等相关研究参考了国内压力容器标准中的带颈法兰形式,采用了国内杆塔技术规定中的柔性法兰设计理念,即法兰板存在轻微变形并产生顶力。
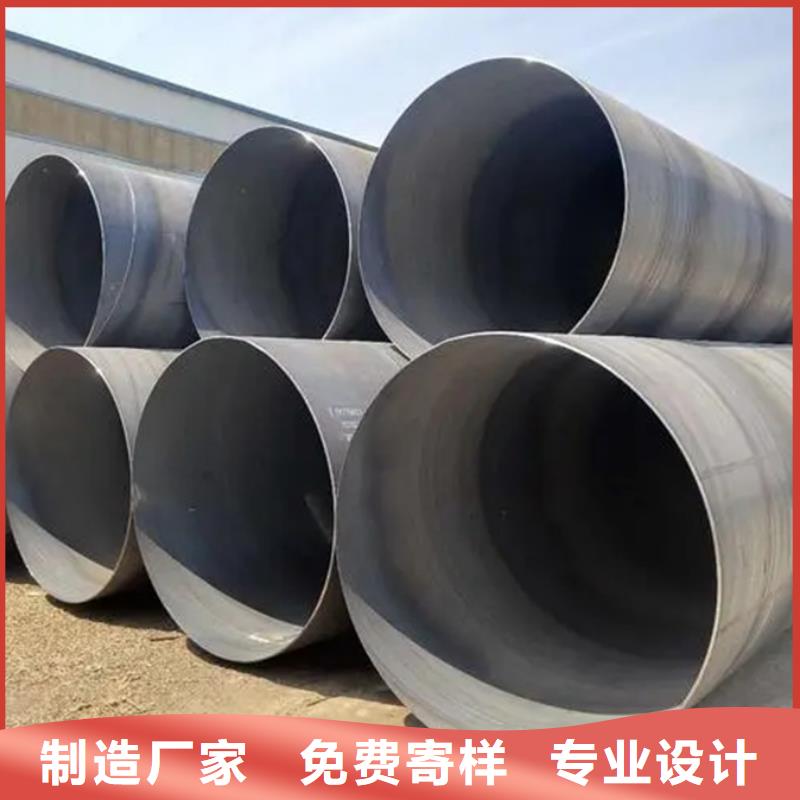
目前针对晋中大口径螺旋管市场供求情况有行业分析人表示,我国螺旋钢管市场需求增长弱化,行业流通集约化程度低,流通成本居高不下,行业风险日益加大。产能过剩态势相当严峻。近年来,为提高双面埋弧焊螺旋焊管整体技术水平,我国制定一系列产业发展政策。进而推进结构调整,改善产业布局,发展循环经济,降低物耗能耗,重视环境保护,提高企业综合竞争力,实现产业升级,以指导广大螺旋钢管厂家稳步发展。 晋中大口径螺旋管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。