



欧诺通风设备
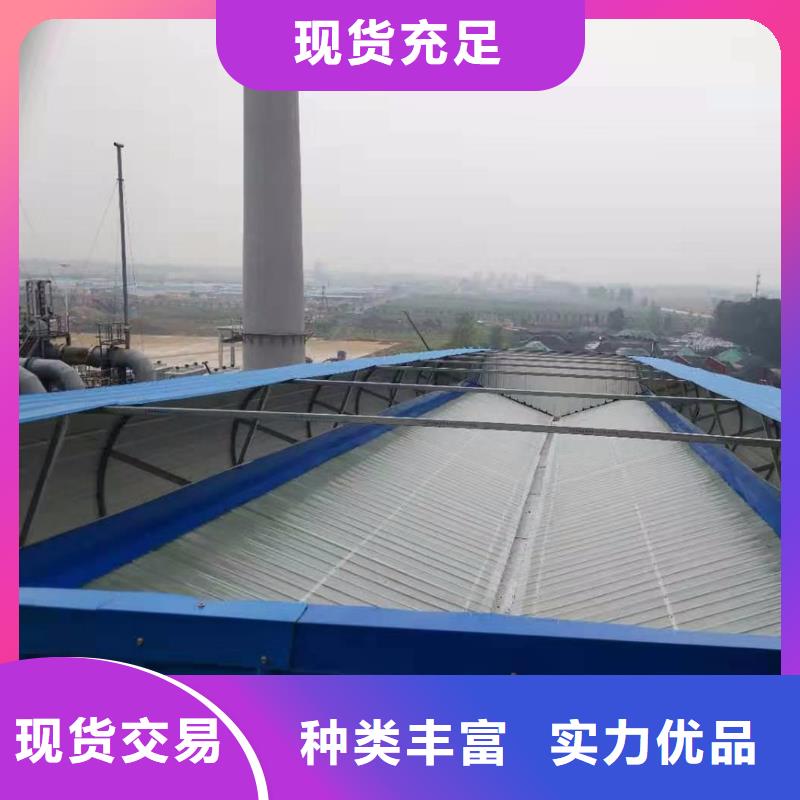
消防电动排烟天窗通风天窗-通风排烟天窗
排烟天窗屋顶窗通风天窗又被称为天窗,通风效率高,重量轻侧窗。天窗在现代建筑中的应用种类繁多,按其结构,位置,以及与屋顶的关系,可以概括为天顶-,碰撞和抑郁型等三类。
天顶型天窗通风天窗-天窗上的直接的,透明的屋顶安装照明屋顶材料开幕,为了支持屋顶天窗,结构应排泄设置梁;屋顶雨水,天窗房间应该留给排水沟。天顶效天窗,均匀轻,布置灵活,结构简单,但应指出的是,防止眩光,太阳辐射,凝结水和下降玻璃。
如非玻璃使用下面的屋顶位于金属防护网。为了防止眩光,可通过天窗组成的光栅片集。为了防止冷凝水滴,在这里你可以设置的水和排水槽的开口。
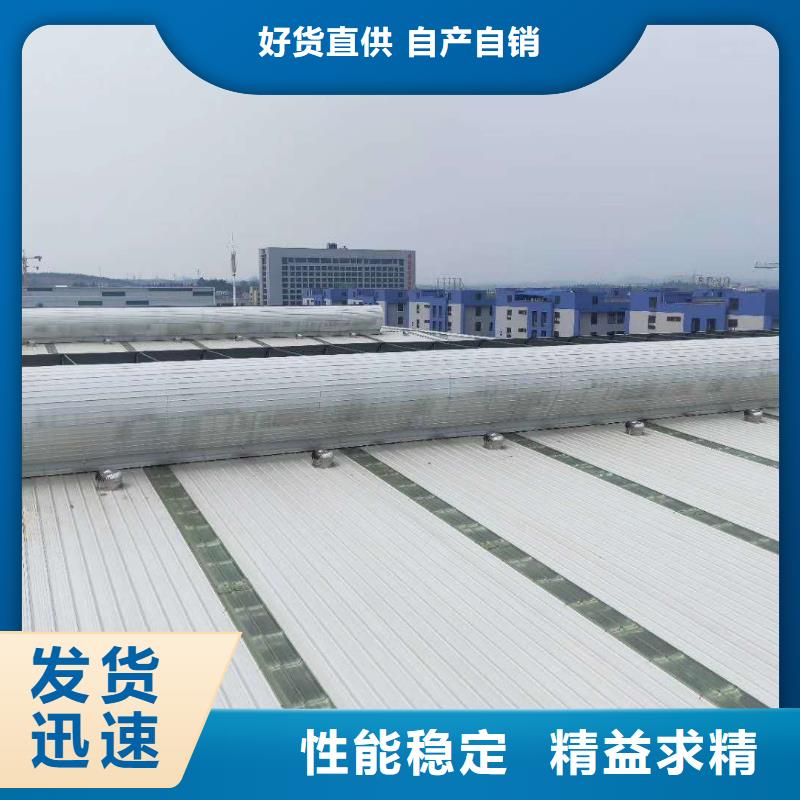
凸起型天窗通风天窗是以防止室外寒冷的空气流动,保证天窗不被风和稳定的放电用的通风要求较高的热加工车间,受到影响。即将推出的天窗采光通风,两排平行天窗,使两者之间的交叉隔板的作用距离,因为,在台风的两种形式,通风,外墙窗户采光,照明和使用的内部开口中通风。
呼和浩特屋顶通风天窗价格
呼和浩特屋顶通风天窗加工流程
剪板机数控直条下料--卷圆--自动焊接--套法兰--管
道翻边--酸洗--质检--包装--发货核检
管道预制必须严格按照SH/T3517-2001的要求进行,预制管道前必须认真核对管道平面布置图、详图、管段图,以避免造成不必要的返工。
1、管子下料
⑴、下料应严格按设计单线图进行,切割前材料尺寸应仔细核对。数控剪板机直条下料(误差正负0.1mm)
⑵、下料时应根据管子长短合理排料,减少浪费。对数量少,管径大,管壁厚及其它特殊材质管道,应先整体排料再下料,严格控制管子的用量,对100mm以上的切割余量不能作为废料处理,应按材质登记保管以便备用。
⑶、切割后的管材标识若被破坏,应在剩余管材上复制原有标识。材料标识要求见附表四。
⑷、不锈钢管材必须用机械或等离子切割,其余管材可用火焰切割下料和制备坡口,切口表面应平整,无裂纹、重皮、毛刺凹凸、缩口,熔渣、氧化物、铁屑等应及时去掉。
⑸、切口端面的倾斜偏差△不大于管外径的1%,且不超过2mm。
2、坡口制备要求
管道连接主要是焊接方式,坡口是焊接的首要条件,必须按规范规定进行,中、低压管道坡口型式采用V型,高压管道采用YV(双V)型坡口,坡口加工应平整,不得有裂纹、重皮、毛刺和氧化铁等,用角向磨光机将坡口和附近10mm范围内打磨出金属光泽。具体坡口形式按焊接工艺卡执行。
3、焊口组对
管道组对前,将接口内外表面25mm范围内的泥垢,油污、铁锈等干净,用钢丝刷或拖布将管内杂物。对预制和安装时未封闭的管段,应采取措施封堵管口,避免杂物进入管道内。
4、预制允许偏差:
⑴、法兰面与管中心垂直度:DN<100时0.5mm,100≤DN≤300时1.0mm,DN>300时2.0mm;
⑵、尺寸偏差:自由管段±10mm,封闭管段±1.5mm
管子对口时应在距接口中心200mm处测量平直度
当DN<100mm时,a<1mm;DN≥100mm时,a<2mm;但全长允许偏差小于10mm。当管子公称直径小于100mm时,允许偏差值α为1mm;当管子公称直径大或等于100mm时,允许偏差值α为2mm;但全长的偏差值不得超过10mm。
5、管道预制件应按规定要求编号(管线号、焊口编号和焊工号)以便于质量控制和安装时查找。
6、预制完毕的管段,应将内部清理干净,并及时封闭管口,保证管内清洁。特别指出,本工程所有管口在安装前必须全部封闭,确保预制管道进入现场封堵。
7、等厚管道对接焊口的组对应做到内壁齐平内壁错边量不宜超过壁厚的10%且不大于2毫米。
8、不等厚管道组成件组对时当内壁错边量超过1.5mm或外壁错边量超过3mm
9、相邻焊口间距要求
环焊缝中心面间距:DN≥150mm不小于150mm,DN<150mm不小于管外径;
纵焊缝近点间距应大于等于5倍管子壁厚;
 临沧屋顶通风天窗品质保证
临沧屋顶通风天窗品质保证
您的位置>首页 >临沧当地行业新闻News >