




我们为您呈现了护栏新【人车分流栏】源头厂家量大价优产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:护栏新【人车分流栏】源头厂家量大价优的图文介绍


不锈钢复合管护栏清洁保养
注意不要发作外表划伤现象,不要用粗糙和尖锐的物料去擦拭不锈钢,特别是镜光的,要用柔软一点的,不易掉落的布料去擦拭,砂钢和拉丝外表,要顺着纹路去擦,否则很简单搞花外表。
防止运用含漂白成分以及研磨剂的洗刷液、钢丝球、研磨东西等,为防止残余洗刷液,腐蚀不锈钢外表,洗刷结束时要用洁清水冲洗外表。
不锈钢外表有灰尘以及易除掉污垢物的,可用肥皂、弱洗刷来洗,粘结剂成份,运用酒精或有机溶剂(乙醚、苯)擦拭。
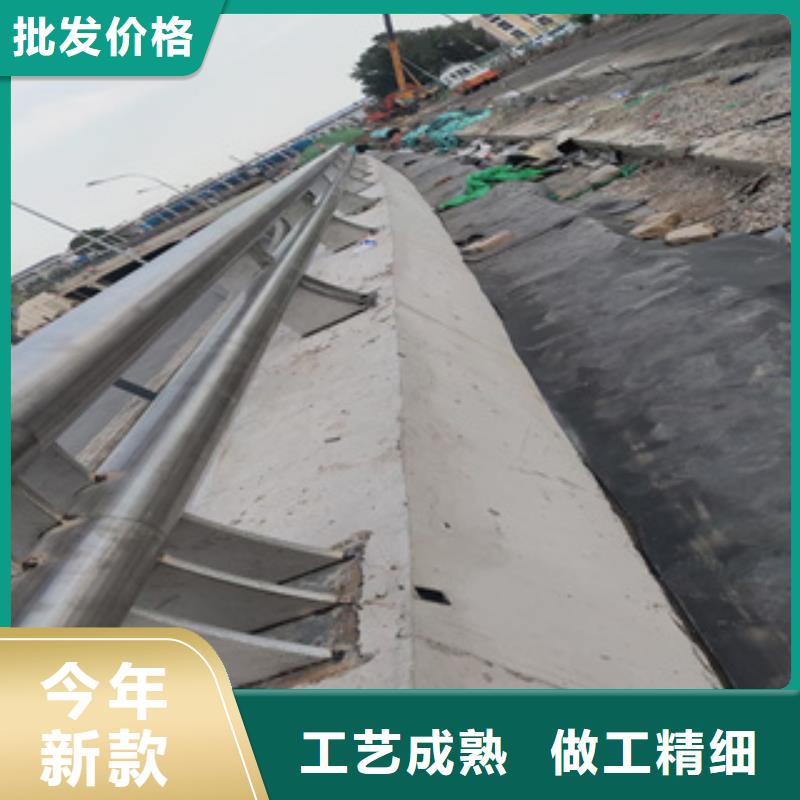
不锈钢复合管护栏分类
不锈钢复合管:原料为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。
不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,可是不简单生绣,不锈钢原料又分好几种200,201,300,301,304等,市场上一般为301原料,304的效果好,其次301
注意不要发作外表划伤现象,不要用粗糙和尖锐的物料去擦拭不锈钢,特别是镜光的,要用柔软一点的,不易掉落的布料去擦拭,砂钢和拉丝外表,要顺着纹路去擦,否则很简单搞花外表。
防止运用含漂白成分以及研磨剂的洗刷液、钢丝球、研磨东西等,为防止残余洗刷液,腐蚀不锈钢外表,洗刷结束时要用洁清水冲洗外表。
不锈钢外表有灰尘以及易除掉污垢物的,可用肥皂、弱洗刷来洗,粘结剂成份,运用酒精或有机溶剂(乙醚、苯)擦拭。
不锈钢复合管护栏分类
不锈钢复合管:原料为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。
不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,可是不简单生绣,不锈钢原料又分好几种200,201,300,301,304等,市场上一般为301原料,304的效果好,其次301



聚宜兴金属制品有限公司成立与2005年,厂家通过多年积累,技术力量雄厚,【广西南宁镀锌静电喷塑护栏管、不锈钢木纹转印栏杆、不锈钢复合管栏杆、防撞护栏立柱】产品质量实行层层把关,加工检测设备齐全先进,各种【广西南宁镀锌静电喷塑护栏管、不锈钢木纹转印栏杆、不锈钢复合管栏杆、防撞护栏立柱】产品质量已得到全国行业用户的认可好评。



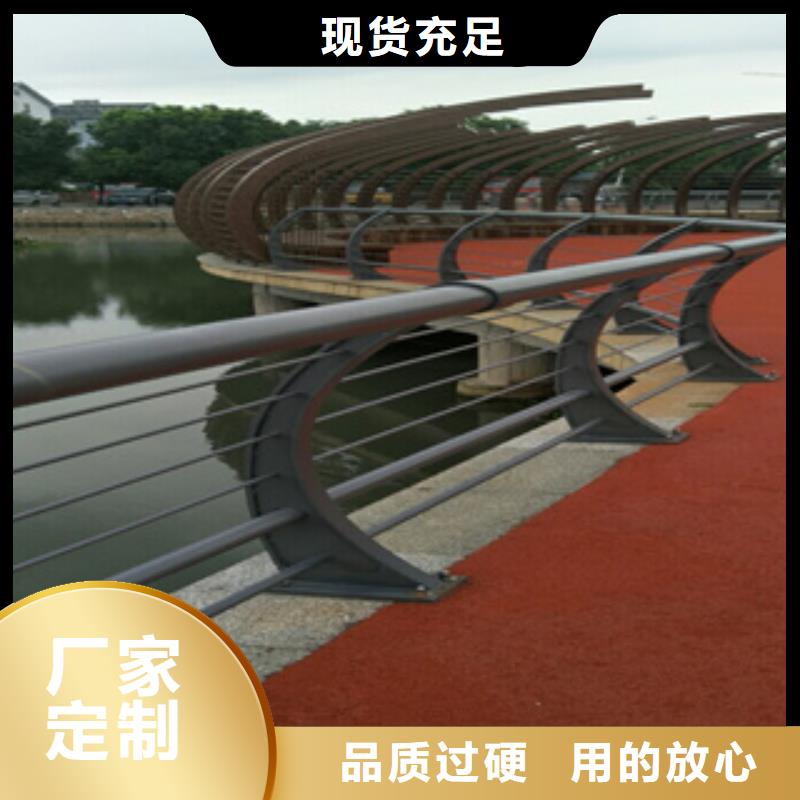
不锈钢复合管护栏焊接进程
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。



