

坚持以质量求生存,以效益求发展,以服务求信誉的经营方针,始终将用户的需求作为自己的奋斗目标。公司以市场为中心实施科技发展战略,不断研制开发新 山东莱芜衬四氟管产品,扩展经营领域,推动企业的发展,力争为客户提供满意的 山东莱芜衬四氟管产品和优质的服务。



碳钢衬塑复合管不仅有很好的物理性能,还能够有很好的耐腐蚀性能和机械强度,机械强度和钢管相同,管道衬塑后卫生,而且不会积垢,很好的杜绝了生物的危害,保证了流体的品质经改性后的耐腐蚀的衬塑钢管,是石油、化工、电力、煤炭、轮船、码头等行业的工业管道的替代产品。有以下特点:
1.耐腐蚀性能好,使用寿命长:该产品可以抵抗各种酸、碱、盐、有机溶剂及海水、污水等化学介质的长期侵蚀。可以根据不同的介质类别和使用温度选择不同性能的管道。
2.优良的力学性能:该管比重小(1.8~2.1g/3)强度高(≥300MPa),其比强度远大于钢管和铸铁管,由于在管壁中间层加入树脂砂浆,大大提高了管道刚度,适应在各种土壤环境及海底铺设。
3.水力学性能优:该管道内表面十分光滑、能明显减少沿程压力损失、增大流量,在相同流量的情况下,可以选用较小的管径或功率较小的输送泵,从而降低了工程初期投资、节约能耗(降低运行成本)。
4.可设计性好,适应范围广:可以通过改变选材、缠绕角和铺层的设计以适应不同的工作压力、介质、刚度(或埋设深度)要求,从而制成不同压力等级和特殊性能的玻璃钢管道。盐、有机溶剂及海水、污水等化学介质的长期侵蚀。



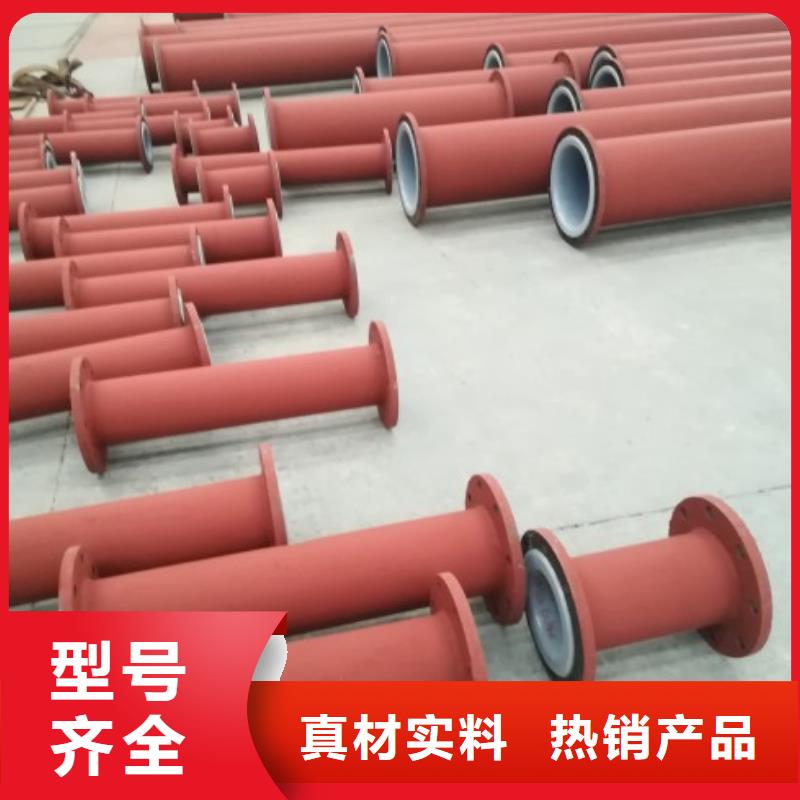
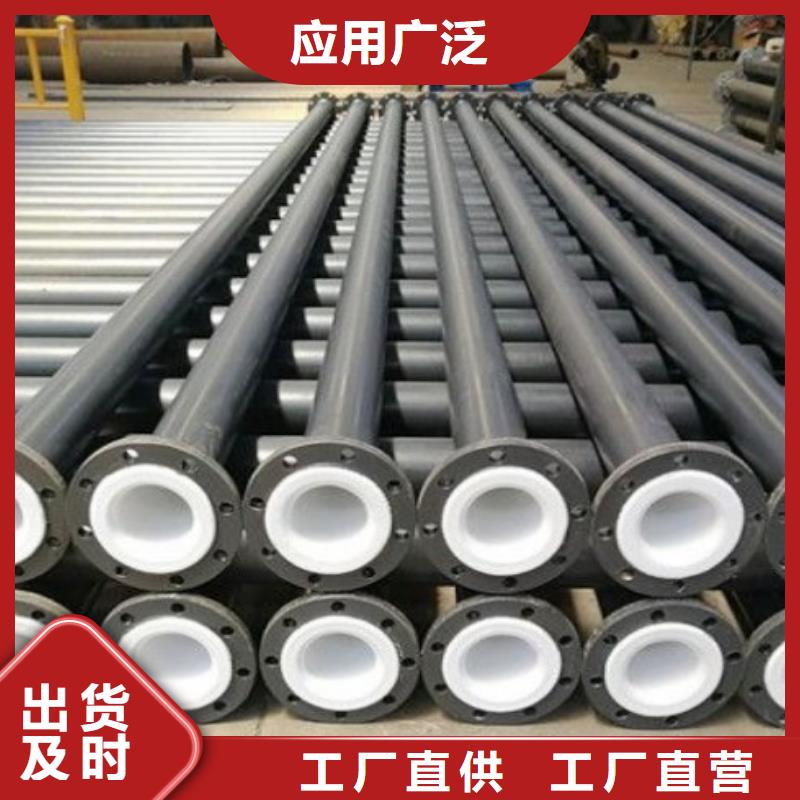
PE PO等化学稳定性优良的热塑性钢衬塑管道,完全采用先进的科学方法技术,将衬塑管融为一体,是一种新型的防腐管道,它既具有钢管的机械强度性能,又有塑料管耐腐蚀,不结垢,不易生长生物,又能保证输送介质的纯度等优点,是目前取代衬橡胶,搪玻璃,玻璃钢的耐腐蚀产品。其使用寿命超过不锈钢管道,是输送酸、碱盐、气体、矿浆等理想防腐管道、管件(包括弯头 三通 四通 大小头等)全部采用整体钢外壳,内衬塑料整体压注成型。没有任何塑料焊缝,是国内*.完全克服了有的塑料(如:PP等)焊接性能差的缺点,使产品更加可靠,成为我国防腐管道的升级换代产品,为无溅流输送提供了可靠保证,防腐设备(内衬PO F4和F40)非标设备,储罐,贮罐,贮槽 ,塔节,容器,斧具有价廉质优的特点,无任何衬里接缝,可耐正,负压,并一次滚塑成型。
钢衬PO管道 钢衬PE管道性能:
(1)钢衬PO管道工作压力:正压1.6MPa,负压96Kpa
(2)介质工作温度:-15℃~+110℃
(3)钢衬PO管道耐腐蚀性:除浓硝酸、发烟、 等强氧化性酸外,能耐大多数的有机和无机酸、碱、盐对应力腐蚀的抗腐蚀的抗腐性良好,在下100℃以下温度,其耐腐蚀性可参阅“防腐数据手册”
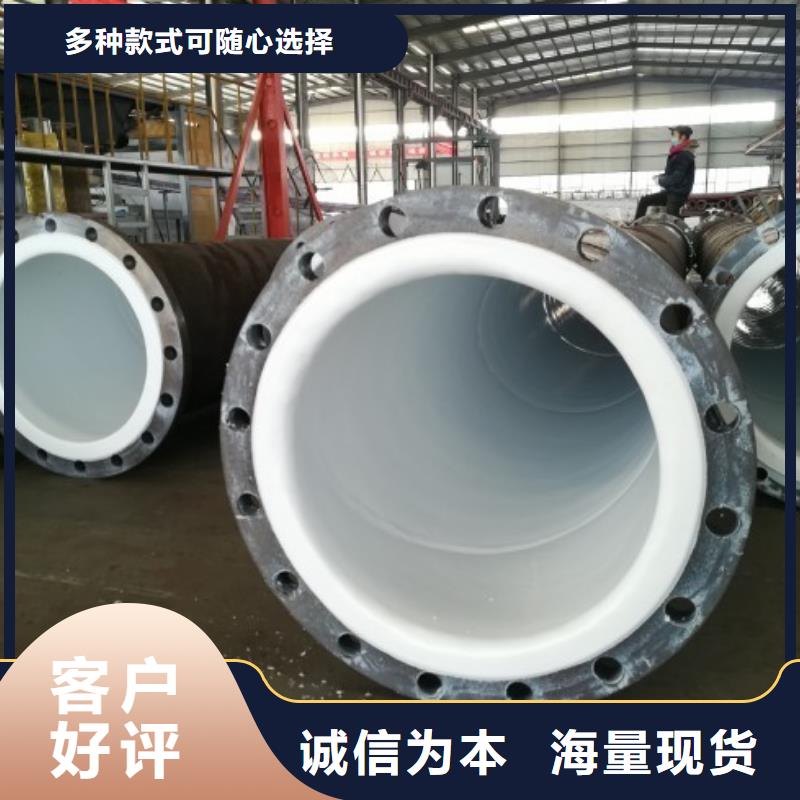
钢衬PO管道 钢衬PE管道在衬塑成型过程中,工件被整体加热,使钢件表面所吸附的水份蒸发,表面孔中所藏气体膨胀逸出。钢塑结合面没有丝毫的空隙,通过龟甲网强化的钢塑结合力和分散衬层应力,使容器衬里不龟裂、耐冲击,能在100℃、真空720mmHg的负压条件下使用仍不脱落,特别适应大型容器衬塑防腐。
钢衬PO管道 钢衬PE管道产品特点:
任何形状钢件均可衬;
衬里致密性高,整体性强,无内应力;
无接头,无焊缝;
钢塑结合无空隙,耐负压,不脱落,不龟裂;
钢衬PO管道 钢衬PE管道技术要求:
1、外钢件按用户图纸及 有关标准进行设计制造、试验和验收。
2、设备衬前吹干,除绣,除污,焊缝处焊瘤、焊渣等,表面打磨成圆弧过渡。
3、原料要求:选用南韩或加拿大杜邦公司生产的原料。
4、外观要求:衬层应光滑平整、无气泡、裂纹、分层等缺陷存在。
钢衬PO管道 钢衬PE管道检测方法:
①观察衬层有无气泡、裂纹。
②采用25KV高频电火花检测无电弧。
③根据用户提出的方法双方协商解决。


防腐衬塑管道在安装过程中应重视以下几个主要方面:
1、下料加工:
主要控制钢衬塑管道切割的长度、切口的平直度、飞边毛刺的清理和坡口的加工;DN100mm以下的管子切割一般采用砂轮切割机入行,大口径中低压、管子一般采用气割或等离子切割,坡口可以采用手把砂轮机打磨加工;高压管切割和坡口加工,一般均采用管床或坡口机来完成;切口平直度的超标,会影响管口组对间隙的均匀。坡口的加工也应该按照规程要求角度进行,坡口过大,会造成人工、材料和机械的浪费,加大安装成本,坡口过小,容易造成未焊透,夹渣等焊接缺陷,因此,对下料加工工序质量的控制,终的目的主要是保证焊接质量和安装尺寸。
2、标识:
预制管道的每道焊口必须做好标记,尤其合金钢材质及特殊材质管道。标明焊接日期、焊工号、焊口编号,按照单线图把每截管段用油漆标明管线号及管段编号,以免给安装带来混乱,造成焊口无法追踪,致使交工资料与实物不符,特殊材质管道使用位置发生错误等;预制完成的管段必须将端部管口封闭。
3、焊接:
焊接质量的控制是工艺管道施工主要的控制环节,要求焊工严格按照焊接作业指导书进行;影响焊接质量的因素很多,除了管口组对和坡口的影响外,还受焊工素质、焊接材料、天气环境等影响;焊接工作在车间内或地面上进行,环境影响较小,质量相对好控制,主要控制好焊材烘烤质量,严格按照烘烤、发放制度执行,控制焊工每次焊条的领用量,监督焊条桶正常使用;如果工艺要求预暖和热处理的焊口,必须严格控制好每道口预暖和热处理温度,高压管焊接还应注意打底质量的无损检测;
4、安装:
工艺管道钢衬塑管道管件的现场安装是质量控制的难点,受现场安装条件和环境因素制约,必要时应采取适当的质量保证措施;现场焊接的焊口一般均是固定口,质量比较难控制,所以一定要控制好以下几个方面:在预制阶段,对每名焊工进行观察并统计其合格率状况,因为人是质量控制环节中的 要素;管口现场组对质量也必须按照要求进行;
如果碰到风、雪、雨、湿度大等天气,必须要求采取有效的防护措施,才允许施焊;合金钢管冲氩气难度很大,所以是现场质量控制的薄弱环节,也应是质量检查的重要的环节,可以采取药皮或药芯焊丝进行打底,但此工艺必须通过焊接工艺评定认可,而且焊工经过考试合格。
施工检验
工程质量的好坏一定程度上要靠检验来衡量,无损检测、试压、吹扫作为工艺管道安装的必要组成部分,同时也是工艺扫尾的一种手段,更是对施工质量的检验。这就要求必须有一定的计划安排,严格按照规范要求实施。
1、无损检测
无损检测比类必须严格按规范要求进行,对每名焊工每条管线的焊口均应抽检到,发现不合格焊口,必须返修合格并且加倍抽检,直到合格为止,否则对该焊工焊口检测;合金钢材质的管道热处理后还应对其进硬度测量。
2、试压
A、试压前:试压范围的钢衬塑管道管件管道安装工程除涂漆、绝热外已按设计图纸全部完成,安装质量符合有关规定;试验用压力表已经校验,并在周检期内,其精度不得低于1.5级,表的满刻度值为被测 压力的1.5-2倍,压力表不得少于2块;待试管道于无关系统已用盲板隔开,管道上的阀, 板及仪表元件等已经拆开;试压前,注液体时应排尽空气。
B、所有需无损检测的管道必须检验合格后,相关部分、单位认可后方可试压。
C、水压试验时环境温度不宜低于5℃、当环境温度低于5℃时应采取防冻措施。
D、试压过程中:液压试验应缓慢升压,待达到试验压力后,稳压10min,再将压力降至设计压力,停压30min,以压力不降,无渗漏为合格;对位差较大的管道,应将试验介质的静压记入试验压力中。
E、试压后:应及时拆除盲板,排尽液体。排液时应防止形成负压,并不得随地排放。
3、吹洗
A.吹洗前需编制吹洗方案,具体吹洗方法应根据对管道的使用要求,工作介质及管道内表面的脏污程度确定。蒸汽管道应以蒸汽吹扫;非热力管道不得用蒸汽吹扫。
B.对于有特殊要求得管道,必须采取相应得吹洗方法。不允许吹洗得设备及管道应与吹洗系统隔离;吹洗得顺序应按主管,支管,疏排管依次进行,吹洗出的脏物不得进渗透已合格得管道。
C.冲洗时,宜采用 流量,流速不得低于1.5m/s;水冲洗应连续进行,以排出口得水色和透明度与渗透口水目测一致为合格。
D.蒸汽管道吹扫前,应进行暖管,及时排水,并应检查管道热位移;吹扫顺序应按加暖-冷却-再加暖得顺序,循环进行。同时流速不应低于3m/s。
E.管道吹洗合格并复位后,不得再进行影响管内清洁得其他作业。
总结
一个工程的质量决定工程的使用寿命,一个好的业主评价可能会给施工单位在市场树立一个好的形象,一个好的形象可以带来一个好的发展空间。在日益激烈的市场竞争的大环境下,质量将作为诸多砝码中很关键的一环。只有严把质量关,才能有更大的发展。
公司专业生产钢衬塑管道脱硫管等系列的多规格管材及管件产品具有节能环保耐磨防腐等特点。产品质量和售后服务得到了客户的一致好评,我们愿与您携手合作共同为中国的碧水蓝天事业贡献力量。



