


想要知道法兰毛坯冲压法兰毛坯极速发货产品如何?看视频就知道!看视频,选产品更明智!
以下是:法兰毛坯冲压法兰毛坯极速发货的图文介绍


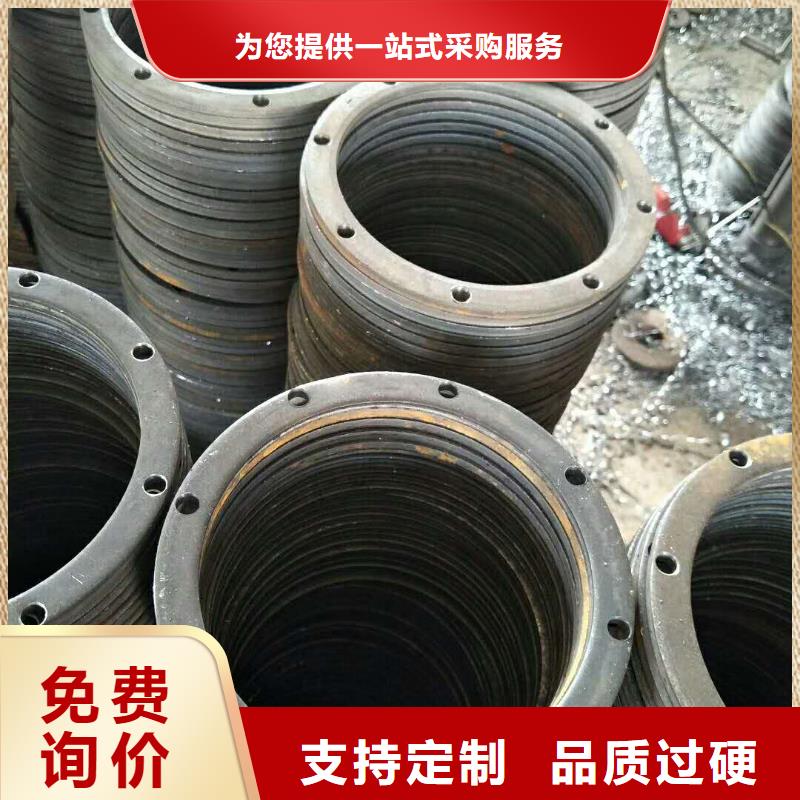
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。



压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009



搏远金属制品有限公司主要生产各种型号 甘肃冲压件价格等十几大系列。几年来, 甘肃冲压件价格不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和较高的质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的研发能力、管理水平、服务意识,始终处于较高水平。与时俱进,永创新高。我们采用优质的原材料、严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与一致好评。诚信是金。“人无信不立,商无信不远”,坚持走诚信之路,我们本着“以质量拓市场,以信誉赢客户”的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,更优良的服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!



24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。



国标法兰英文(National standardflange)是指按中华人民共和国标准《GB/T 9112~9124-2010钢制管法兰》的规定生产的法兰片。
国标法兰标准由中华人民共和国质量监督检验检疫总局和中国标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的性标准。
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112~9124-2010一共包括了以下13项标准:
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
国标法兰的另一层意思为:按照标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上
国标法兰标准由中华人民共和国质量监督检验检疫总局和中国标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的性标准。
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112~9124-2010一共包括了以下13项标准:
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
国标法兰的另一层意思为:按照标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上
