


想一睹风帽规格厂家现货产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:风帽规格厂家现货的图文介绍

轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工生长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。
锅炉风帽按焊缝的形式分为锅炉风帽和螺旋锅炉风帽,锅炉风帽生产工艺简单,生产效率高,本钱低,发展较快。螺旋锅炉风帽的强度一般比锅炉风帽高,能用较窄的坯料生产管径较大的锅炉风帽,还可以用同样宽度的坯料生产管径不同的锅炉风帽。但是与相同长度的管相比,焊缝长度增加30——而且生产速度较低。因此,较小口径的锅炉风帽大都采用焊,大口径锅炉风帽则大多采用螺旋焊。
锅炉风帽按焊缝的形式分为锅炉风帽和螺旋锅炉风帽,锅炉风帽生产工艺简单,生产效率高,本钱低,发展较快。螺旋锅炉风帽的强度一般比锅炉风帽高,能用较窄的坯料生产管径较大的锅炉风帽,还可以用同样宽度的坯料生产管径不同的锅炉风帽。但是与相同长度的管相比,焊缝长度增加30——而且生产速度较低。因此,较小口径的锅炉风帽大都采用焊,大口径锅炉风帽则大多采用螺旋焊。


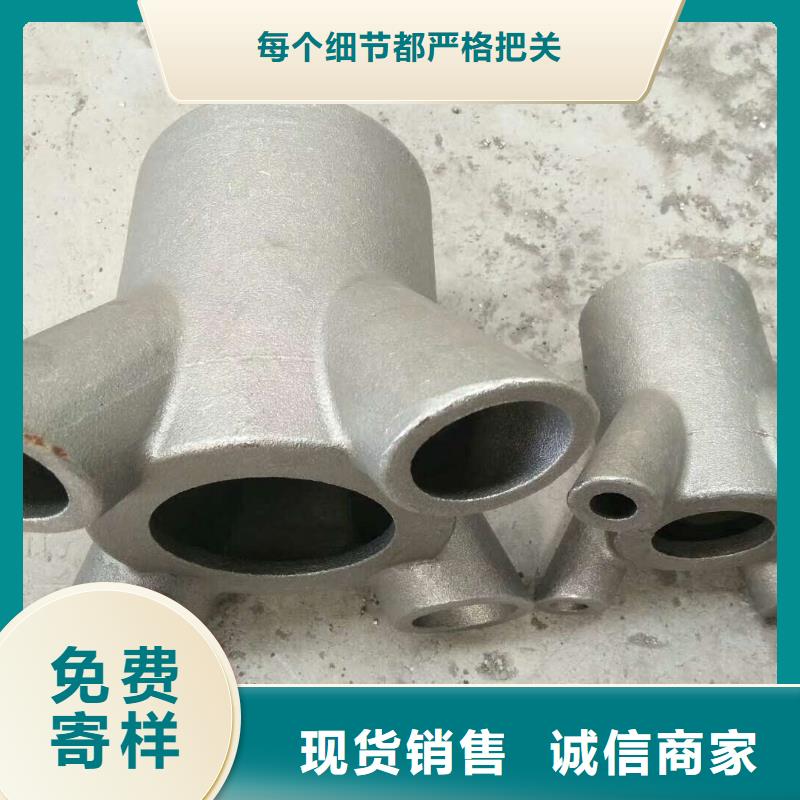
风帽作为循环流化床锅炉的布风装置,对锅炉的经济运行起着关键性的作用。新型钟罩式风帽的结构形式为分体式、引风管、风帽组合为一体,引风管焊在布风板上,风帽扣在引风管上,风帽布风结构为2×180°布风,这种迷宫式结构有效地根治了物料进入风室,风帽孔径大,不会出现卡渣现象,布风畅通,不会出现风帽过热烧坏现象,风帽间距大,能有效地避免风帽之间对吹与射流偏转所造成的风帽磨损。
我公司生产的新型钟罩式风帽,优于蘑菇状多孔风帽,蘑菇状孔眼多,孔径小,送风出孔角度与帽身为90°,90°布风在送风风压波动时物料会通过风帽孔回吸进入风室,造成风室积渣,风帽通风不足,过热损坏,风帽数量多,间距小易造成风帽间相互对吹,致使风帽头部磨损严重损坏。它同时优于7字型和T型风帽,其中7字型风帽为单孔,出口角度与帽身呈90°直角或15°、30°斜角,而T型风帽为双孔或多孔,两孔与帽身均呈一定角度。这两种型号式风帽虽然孔径大,但无法避免对吹磨损,风室积渣现象。
我公司生产的新型钟罩式风帽,优于蘑菇状多孔风帽,蘑菇状孔眼多,孔径小,送风出孔角度与帽身为90°,90°布风在送风风压波动时物料会通过风帽孔回吸进入风室,造成风室积渣,风帽通风不足,过热损坏,风帽数量多,间距小易造成风帽间相互对吹,致使风帽头部磨损严重损坏。它同时优于7字型和T型风帽,其中7字型风帽为单孔,出口角度与帽身呈90°直角或15°、30°斜角,而T型风帽为双孔或多孔,两孔与帽身均呈一定角度。这两种型号式风帽虽然孔径大,但无法避免对吹磨损,风室积渣现象。



多年的不懈努力和历练,使东腾特钢有限公司拥有一大批经验丰富的 四川南充锅炉配件设计、安装技术人员及管理人员。通过与国内外同行的广泛交流与学习,积累了丰富的经验,掌握了先进的 四川南充锅炉配件技术和设计理念,使用户在满足佳使用条件下实现低得投资成本,从而实现投资小化,收益大化。



