



文字的描绘可能无法完全捕捉不锈钢护栏质量优质产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:不锈钢护栏质量优质的图文介绍
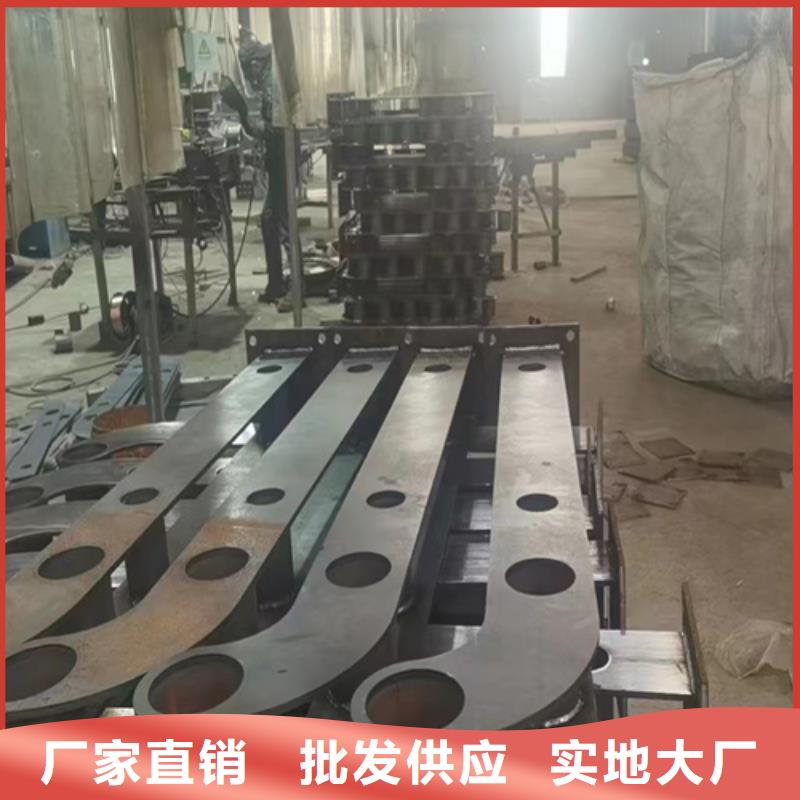
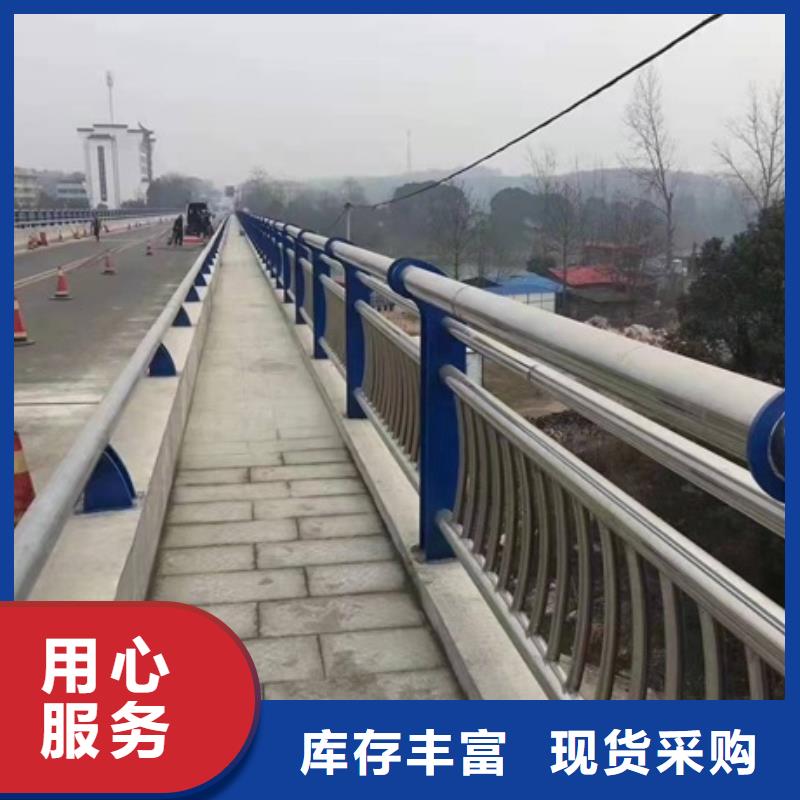
防撞护栏是由不锈钢管与碳素钢管复合而成的,技术含量高,设备精密,工艺先进产品质量稳定,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。产品广泛用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌等。产品规格φ9.5mm—φ219mm,壁厚0.5mm—18.0mm,表面光亮度可达320#—600#。内衬不锈钢复合管生产车间拥有微电脑控制的十六台机组,36条管材自动化生产线,配套管件生产设备,生产DN15-DN800规格复合管材及复合管件,年产量8万吨,并且全部通过内衬不锈钢复合管城镇建设行业标准(CJ/T192-2004)。公司与北京江苏上海浙江等地的高等院校合作开发系列管道产品,不断提高产品技术创新和自主研发能力,拥有强大的专业技术力量,积累了成熟可靠的制造、安装经验,是目前国内的内衬不锈钢复合钢管及复合管配件生产制造商。公司拥有独特的端面处理技术(产品SL-1型管道防腐密封胶),切底解决管道端面的二次污染及渗漏问题。公司以通过ISO9001;2000质量管理体系认证并严格按照质量管理体系组织生产,拥有先进的检测设备和完善的检测手段,在行业内率先推出双金属管涡流探伤仪和窥探仪等检测设备,逐根电脑分析并将数据存档,确保产品出厂合格率100﹪。



焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。



宏达友源金属制品有限公司主营: 四川甘孜天桥栏杆、防撞护栏、道路护栏、235碳钢栏杆,公司关注客户体验,创新革新技术,以客户满意度为宗旨,以智能制造为核心,提供满意服务,时刻为客户提供完善的解决方案。

