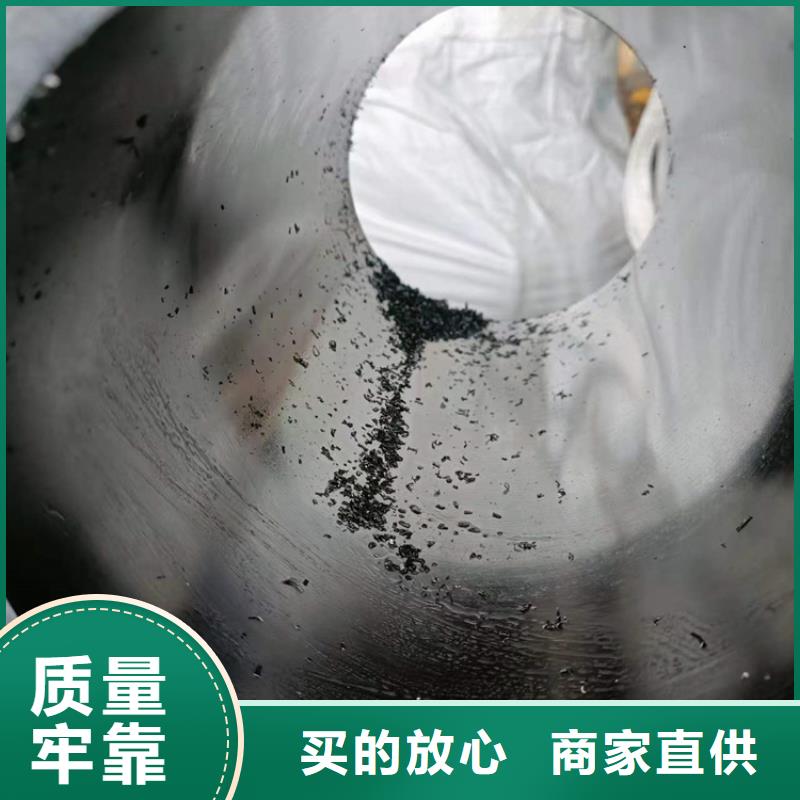






新余珩磨管油缸管绗磨管在标准中为DIN2391-1 。液压钢管的原材料经过精拔、无氧化光亮热处理(NBK状态)、无损检测、钢管内孔经过高压冲洗、酸洗,钢管内外壁用防锈油防锈处理、两端封盖用作防尘处理。 生产出来钢管具有精密度高、光洁度好,钢管内外壁无氧化层,钢管可以承受液体流通过的高压,且钢管冷弯不变形,可扩口、压扁无裂痕。机械性能可以在任何一个角度下弯曲不变形。主要用作液压系统油路中配制钢管,也叫液压系统中的硬配管,汽车用精密钢管,规格一般为外径(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。长度为定尺6米(订做除外),交货状态为NBK(正火)、GBK(退火)、BKS(去应力退火)。采用主要材料为ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可满足对钢管要求精密度高、光洁度高、抗拉强度、机械性能高的客户。滚压管

新余珩磨管油缸管绗磨管滚压是一种无切削的塑性加工方法。滚光管的表面硬度比珩磨管高,增加了使用寿命。滚光管加工时间大大的缩短了,批量生产更加快捷。滚光管比珩磨管的直线度和精度大大的提高了。
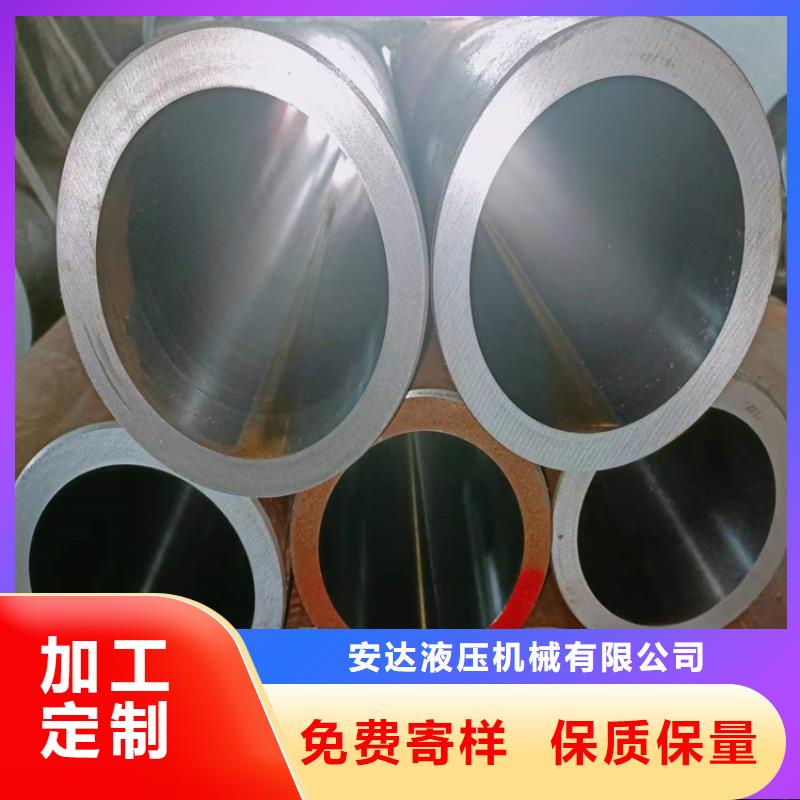
为什么大口径厚壁绗磨管的同心度都没有那么的理想?大口径厚壁绗磨管精密钢管的成品都会有偏心厚度不均匀的问题 但是是怎么产生的呢?很多人都没有搞明白,今天 我们就来讲讲 冷拔钢管 冷轧钢管 热轧钢管等 无缝缝钢管的偏心是怎么产生的,为什么大口径厚壁绗磨管的同心度都没有那么的理想?滚压管

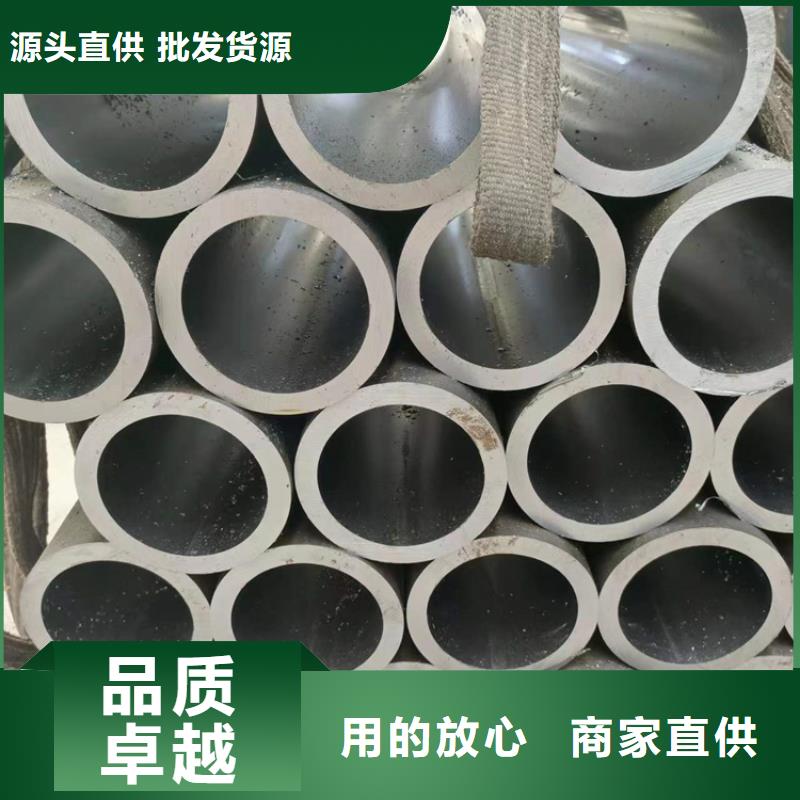
新余珩磨管油缸管绗磨管造成油缸管开裂的主要因素造成油缸管开裂的主要因素是什么?有以下几点:1、原材料选择:为了节约成本,一些油缸管制造商会选择小钢厂生产的圆钢进行加工,但这些小钢厂生产的圆钢会有大量的气泡和气体孔洞等后处理后,容易引起开裂。厂家采购,货源可靠证明书。2、热处理温度控制不到位:小型制造商没有专业的生产经验和技术。车间工人仅凭加热温度和持续时间无法保证钢管的热处理是否到位,热处理会影响钢管的力学性能改变但一般厂家对不同的钢种、厚度和机械性能有明确的指标,没有检测设备来判断管道是否满足客户的要求绩效指标。滚压管

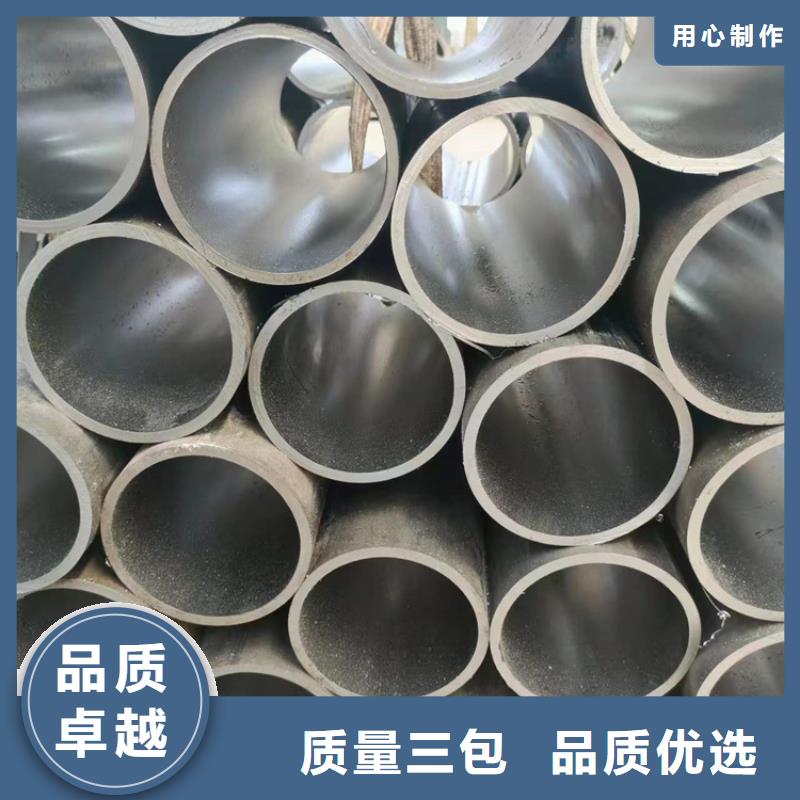
新余珩磨管油缸管绗磨管浅析珩磨管进行热处理的关键的环节。 珩磨管的热处理加工是一个很重要的工序,经过热处理加工后,可以让其获得较好的性能。那么如何对珩磨管进行热处理加工?
1、其热处理加工工艺过程:锻压退火、粗加工、调质、半精加工、消应力、粗磨、高频淬火、回火、精加工。
以下针对几个比较关键的环节做一下着重介绍:
1、调质:调质的目的就是使其可以具有良好的综合机械性能,因些为了让其可以获得较高的韧性、相应的强度以及优良的力学性能,我们一般都需要对2Cr13材质进行调质处理。
2、消应力处理:所谓的消应力处理,珩磨管出售,其实就是指除应力。在一般情况下,退火铸、锻、焊件在冷却时由于各部位冷却速度不同而产生内应力,所以要进行处理消应力。
液压钢管基本上分为液压系统上用的流体管和油钢筒管,也称为珩磨管,而冷拔或冷轧精密无缝钢管也包含液压钢管。滚压管
