
联系我们

- 厚壁无缝钢管企业-可接急单
- 一级建造师报考专业实务
- q345b无缝管采购找口碑厂家
- 医用铅板铅皮标准
- 有现货的射线防护铅门供货商
- 现货供应高比表脱硫剂_批发高比表脱硫剂
- 船体制造工证报考条件及时间国家认可
- 电动CT室防辐射DR室品种多价格低
- 灵芝超微粉 低于市场价
- 智能垃圾分类箱厂家直供
- 卡通行走人偶服装定制厂家,毛绒玩偶出样快
- 智能公交站台候车亭 仿古候车亭制作 不锈钢候车亭定制 户外太阳能候车亭 乡镇复古候车亭 新款智能电子系统候车亭 城市道路公交候车亭 公园巴士候车亭 不锈钢候车亭厂家 乡村简约不锈钢候车亭 滚动灯箱公交候车亭 智慧公交站台候车亭 景区巴士候车亭 建设道路候车亭 城镇公交候车亭 新款不锈钢候车亭 广告灯箱候车亭 智能垃圾桶候车亭 新款智能自动报站候车亭批发零售
- 超高管逃生管按需设计
- 钢塑土工格栅土工格室源头实体厂商
- 五指山市K型檐沟品种繁多
油缸管厂
更新时间:2025-01-03 13:41:59 浏览次数:10 公司名称:聊城 安达液压机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5000/kg |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 详询 |
| 最小起订 | 1 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20钢 |
| 产品品牌 | 九冶 |
| 产品规格 | 80*90 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 0012 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属色 |
| 质保时间 | 长期 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工 油缸 |
| 是否进口 | 否 |
| 质量认证 | 正品 |
| 产品功率 | 1 |
| 工作温度 | 常温 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27/SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加加工定制 | 可加工定制 |
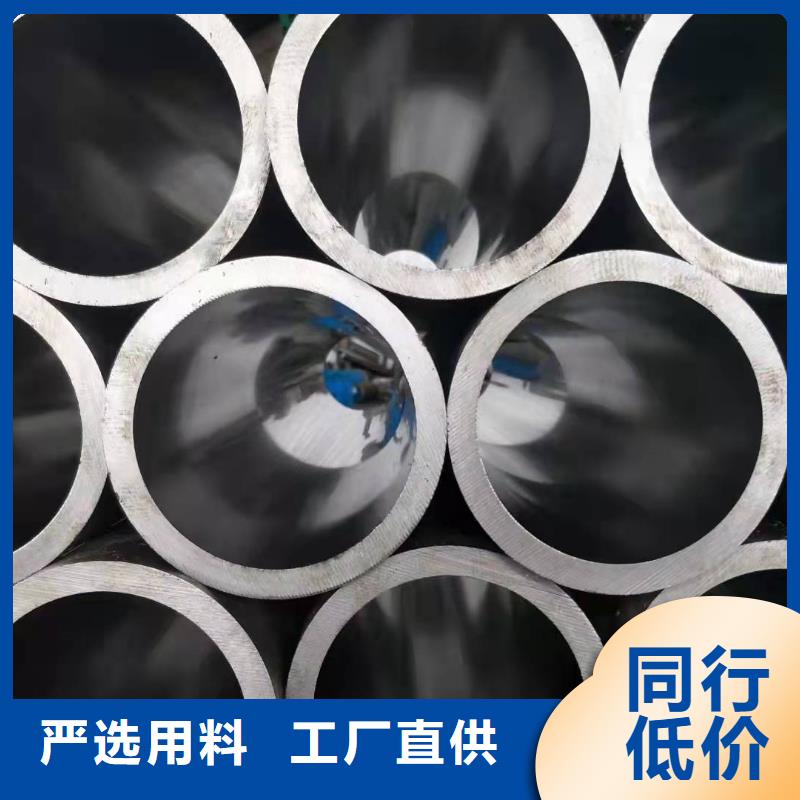

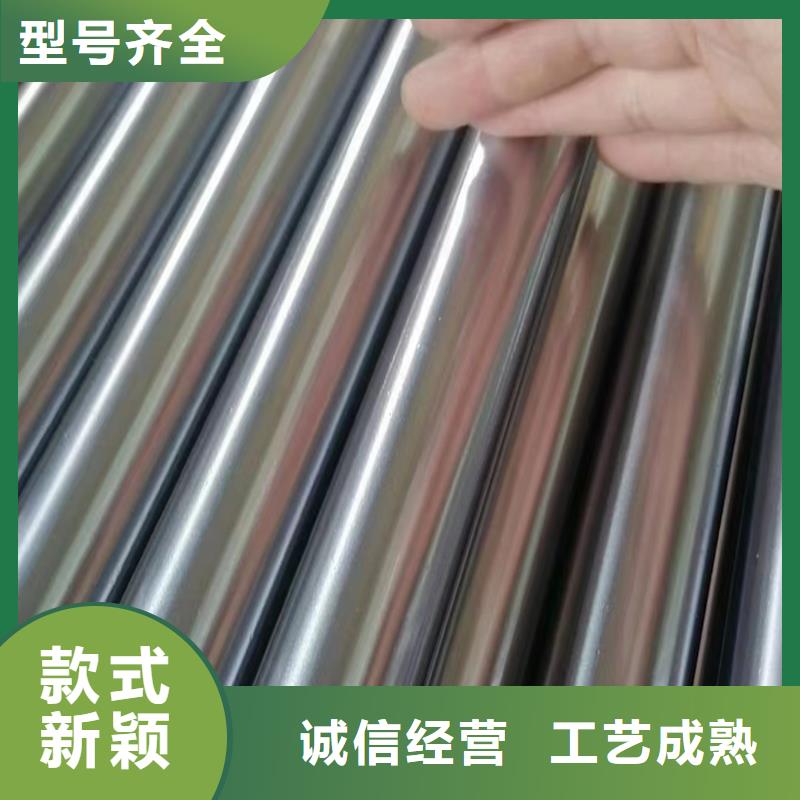
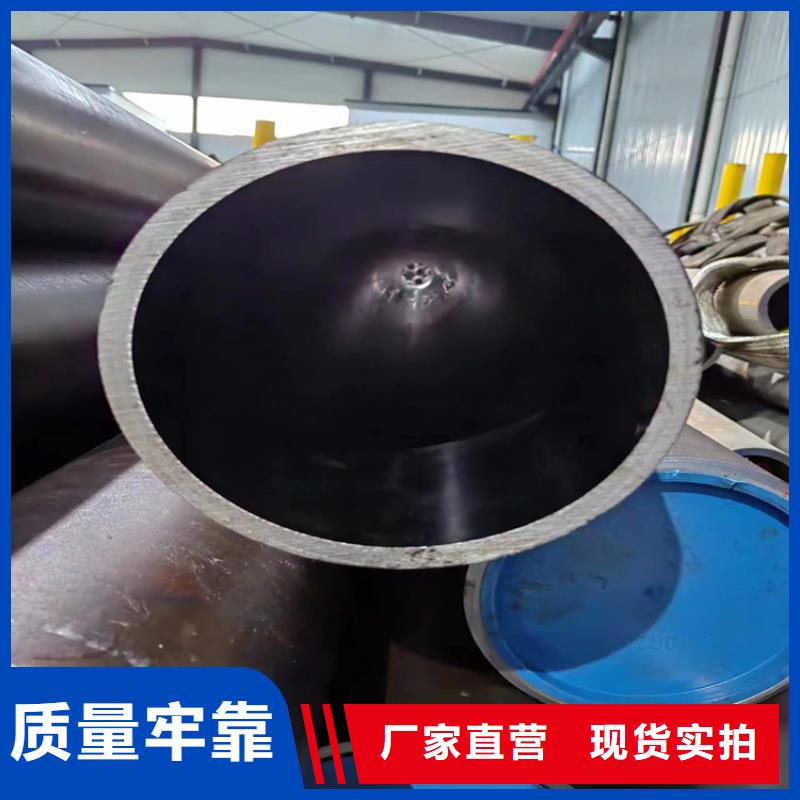






在标准中为DIN2391-1 。液压钢管的原材料经过精拔、无氧化光亮热处理(NBK状态)、无损检测、钢管内孔经过高压冲洗、酸洗,钢管内外壁用防锈油防锈处理、两端封盖用作防尘处理。 生产出来钢管具有精密度高、光洁度好,钢管内外壁无氧化层,钢管可以承受液体流通过的高压,且钢管冷弯不变形,可扩口、压扁无裂痕。机械性能可以在任何一个角度下弯曲不变形。主要用作液压系统油路中配制钢管,也叫液压系统中的硬配管,汽车用精密钢管,规格一般为外径(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。长度为定尺6米(订做除外),交货状态为NBK(正火)、GBK(退火)、BKS(去应力退火)。采用主要材料为ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可满足对钢管要求精密度高、光洁度高、抗拉强度、机械性能高的客户。研磨管

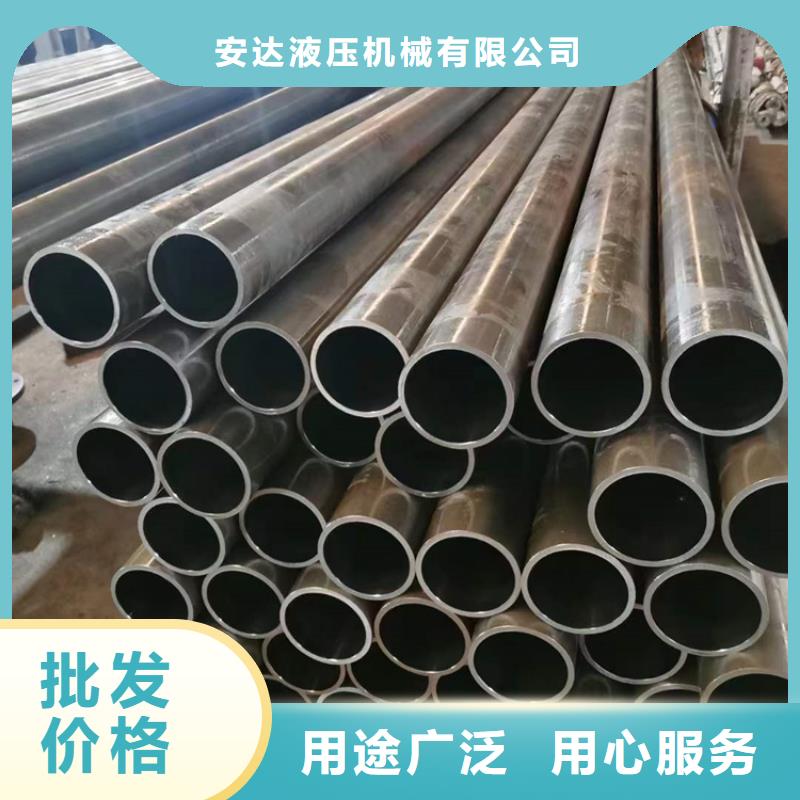
我厂专业生产销售:绗磨管、油缸管、气缸管、无缝管,冷拔油缸管、冷拔精密钢管、绗磨管、油缸专用管等,广泛用于汽车配件、摩托车配件、农业装备配件、工程机械、电机外壳、健身器材、家具制造等。技术条件为:内孔精度H3—H8,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#、45#、16Mn、304不锈钢、316L不锈钢、27SiMn及部分低合金钢,标准GB8713-88。规格为直径25-350mm,长度为2-12M的各种类型绗磨管,非标一支可定制。
山东熙达液压科技有限公司期待着与您的精诚合作!咨询电话:17706353138 浅析珩磨管进行热处理的关键的环节。 珩磨管的热处理加工是一个很重要的工序,经过热处理加工后,可以让其获得较好的性能。那么如何对珩磨管进行热处理加工?研磨管

绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
冷拔油缸管热轧精密钢管是由连铸圆坯或初轧坯经步进梁式加热炉加热,高压水除鳞后送入粗轧机。粗加工材料被切割、尾随,然后送入精轧机进行计算机控制轧制。精轧后,经层流冷却,用卷取机卷取,形成直卷。直发卷发的头尾一般呈舌形和鱼尾形,粗细和宽度的准确性较差。卷重,内径760mm。直发钢卷经切头、切尾、切边、多道次矫直调平等精整线处理后,可再次切割或复卷,成为热轧钢板、热轧扁钢卷、纵剪带钢等产品。通过酸洗去除氧化皮并涂上油,可将热轧精轧钢卷制成热轧酸洗钢卷。研磨管

影响珩磨质量和生产率的因素要获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。三、珩磨的圆周速度υy和往复运动速度υw增加υw,砂条自砺作用好,生产率高。增加υy,除了提高工效外,还能改善表面质量。但两者均不能过分地增高,否则会导致切削削温度提高,排屑困难、砂条堵塞、磨耗加剧、珩磨效果急剧下降(如图3所示)。珩磨速度υh为υy与υw的合成速度。这两者合成决定了研磨管