
联系我们

- 成都到物流公司(2025空车+配货)
- 河曲钢筋混凝土管欢迎订购
- SWP-LK901-82-N-HL-SWP-LK901-82-N-HL直销
- 不锈钢方管-质量可靠
- SMTC5110008SCG420L+ZSMTC上汽标准镀锌板镀锌卷汽车钢前期试模后期量产
- 一级建造师注册条件民航
- 医用辐射防护铅门规格定制厂家
- 五台桥梁裂缝修补桥检车出租工作机动灵活-欢迎咨询
- 定襄河道橡皮坝维修施工施工范围-欢迎咨询
- 宁武支座维修桥检车租赁安全可靠性高-欢迎致电
- 不锈钢河道护栏真材实料诚信经营
- 扁钢H型钢物美价优
- #除油除锈剂#现货供应
- 景观小品直销价格优
- 10-24离心通风机罗茨风机敢与同行比(有保障!2025已更新)冷却风机
液压缸筒
更新时间:2025-01-04 03:51:41 浏览次数:1 公司名称:聊城 安达液压机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#珩磨管 |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸汽车配件 |
| 是否进口 | 否 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/27SiMn |
| 质量等级 | 正品 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
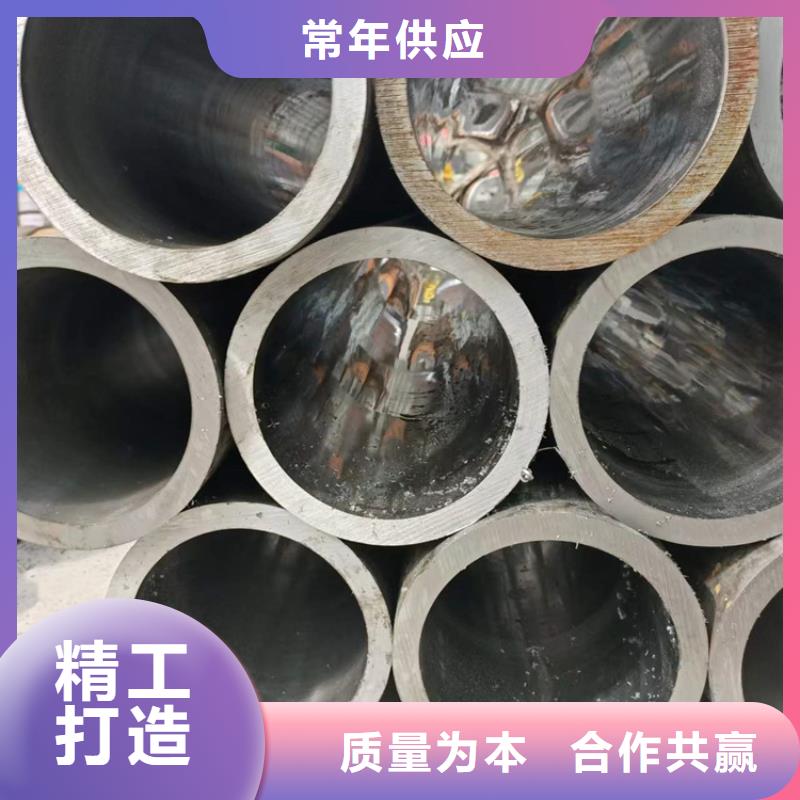




厚壁珩磨管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同加工是用一珩磨头伸进孔内然后由机器带动旋转往复并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点不过比起内圆磨的方式还是要快很多.精度方面不是什么问题比起内圆磨有过之而无不及.厚壁油缸管应用:(1)工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。(2)煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,高精度冷拔管的总需求量约为120万米。(3)水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。(4)建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。(5)石油地质管:全国各油田每年需抽油泵3万台以上,年消耗高精度管20—40多万米、此外还可用本项技术精整各类钻杆。
根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。珩磨管故障诊断的操作原则由于珩磨管一旦发生故障之后,牵扯的会比较多,很多与之相关的零配件甚至是整个设备都会因此受到不良影响,因此一定要对其故障进行及时的诊断并排除。相关的原则如下:首先,应判明珩磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是珩磨管本身的故障?另外,还需检查清楚珩磨管各种条件是否符合正常运行的要求。其次是根据珩磨管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。为避免盲目性,必须根据系统基本原理,进行综合分析、逻辑判断,终找出珩磨管故障部位。由于珩磨管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是非常关键的;而且具备一定检测手段,也能对珩磨管故障做出准确的定量分析。
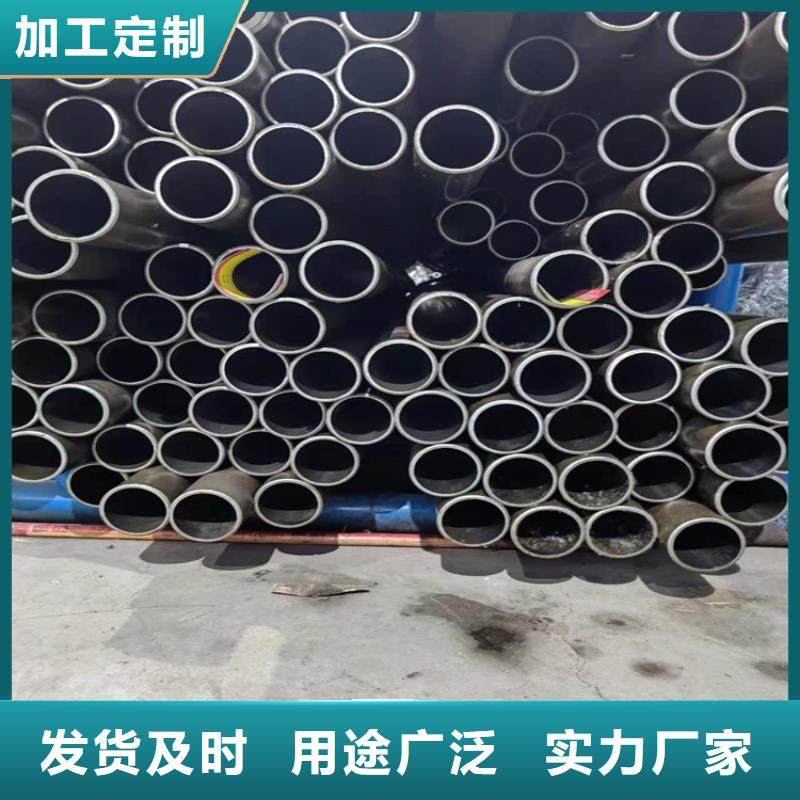
滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。珩磨管所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。油缸专用绗磨管生产加工工艺我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可! 绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
珩磨管的生产工序比较多,从材料的投入到成品的成型,需要经过多次的冷变形。不仅如此,整个过程中还包含多个由准备工序和变形工序组成的生产循环,循环往复,使得珩磨管的生产周期比较长,而且材料消耗也比较大。由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。绗磨管加工工艺原理绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。