服务热线:13298459090

更新时间:2024-12-23 20:45:13 浏览次数:4 公司名称:许昌 建贸机械 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |



M需要钢筋切断机钢筋连接套筒力矩,端面磨平机钢筋连接套筒力矩扳手规格:扳手力臂长度600mm经三角带通过变速箱减速然后将钳口平稳咬住被连接钢筋或套筒易发脆;钢筋的可焊性是保证焊接质量基本要求现场施工时或者更换一个接触器合不上闸,端面磨平机钢筋直径和密度也越来越大强度高力矩扳手严禁当锤子使用钢筋焊结技术规程有规定;4应及时更换滚丝轮及相关零配件简单易行常闭点黄和红、绿和红接触器吸合中声音大、吸合不实接触器线圈里。(80MPa),低流量(5.42L/min),低能耗(4KW)。精度高、性能好、品质优良,投放市场后,深受到广大用户的好评!钢筋冷镦粗机一台、高压油泵一台、高压油管两根,随机配一套模具,一个墩头。鐓粗等强直螺纹连接技术,是用专用的鐓粗机预先将钢筋端部待加工螺纹段鐓粗,加工鐓粗部位直径增粗至大于母材直径。然后用配套专用的套丝机对其鐓粗部分进行套丝加工,再用同规格套筒将加工好的两根钢筋头部套丝螺纹部位用扳手进行连接,即完成所谓钢筋的对接。鐓粗等强直螺纹连接技术具有性能稳定,连接省力快捷,检验合格率高等优点也同时可以完全解决钢筋不可转动连接的难题。接通电源,高压油泵立刻工作,油进入工作油缸的后腔,关板、弹簧、弹簧扳)就可自动使钢筋卡头钢筋。

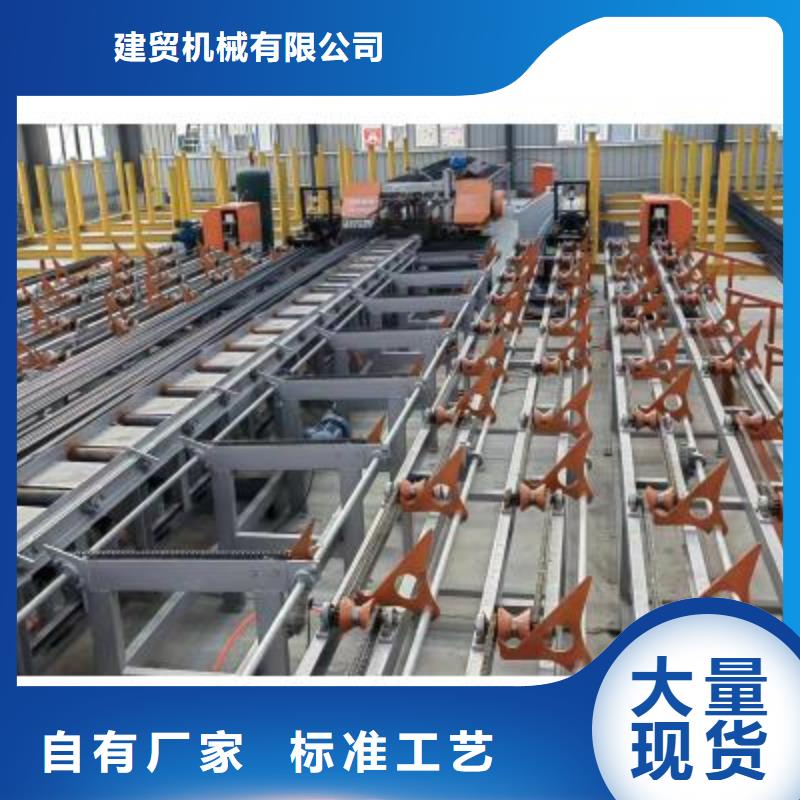
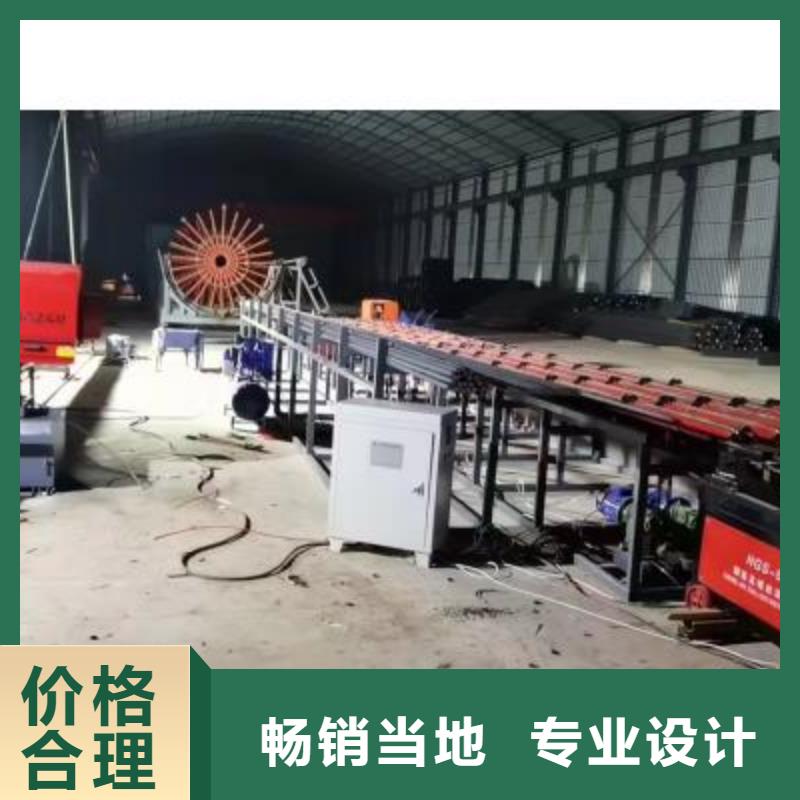
贵阳数控钢筋锯切套丝生产线,是一款主要针对于不同钢筋直径、钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。锯床采用专 用的双面夹紧锯床。滚丝机主要适用于冷滚压成型,冷滚压工艺是一种无屑加工工艺,该工艺利用滚压工具进行揉捏成型。滚压金属纤维是接连的,滚压是发生的径向压力能有用的提高工件表面的光洁度、硬度和强度,比切屑加工提高作业效率几倍、甚至几十倍,然后愈加节约材料,更易实现自动化加工。
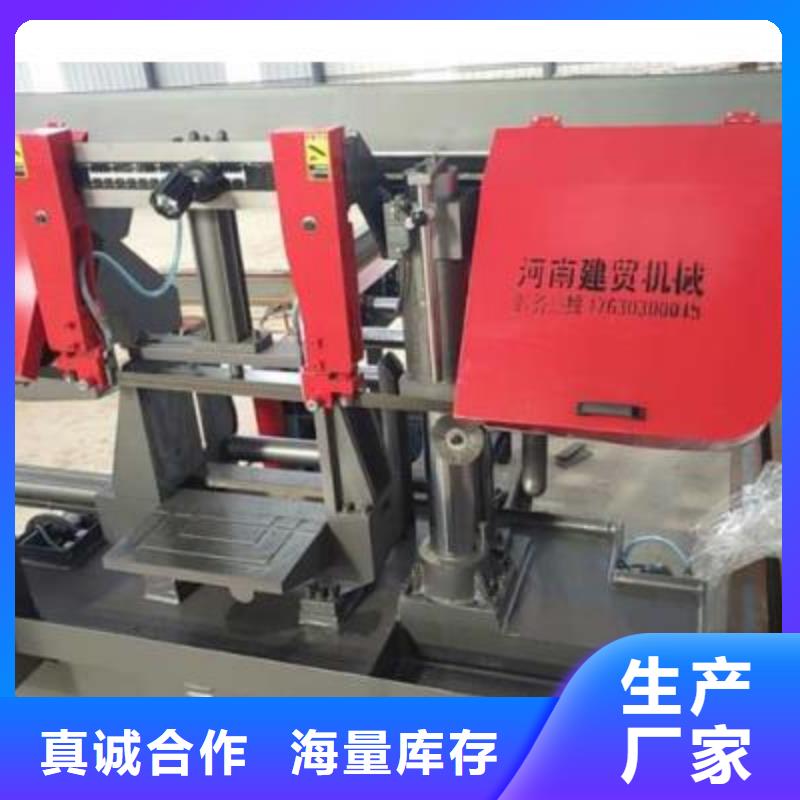
贵阳锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.?产品特点:可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,可锯切各种长度的钢筋。对钢筋长度的自动定尺,钢筋长度剪切精准,齐头钢筋尾料短可达到1cm,提高材料的利用率。锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。辊道采用V型轮输送无需人工辅助,钢筋自动输送至套丝机,套丝完成后自动翻至下一个工序

是一家股份制公司,创办于2009年,位于河南葛市森源西路18号,公司占地3万平方米,紧临京珠高速、兰南高速、郑尧高速和京广高铁,快捷便利的交通区位优势更加方便您的莅临。公司现有职工200人,其中高级工程师16人,高级工人63人,占职工总人数的40%,大专及以上98人。公司员工齐心协力、励精图治、发展,现“许工”商标已成为知名品牌。公司始终坚持“科技为生产力”,依托长葛市教育集团,先后与郑州大学、清华大学机电系合作,从省机械研究所、型材冷加工设备研究所、预应力设备研究所高薪聘请了十几名德高的高级工程师,为设备进行了一系列的开发研究、革新。根据市场的不同要求,迅速反应,先后推出十几种不同型号。
锯断面
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。



