


<无锡>鹏鑫钢铁
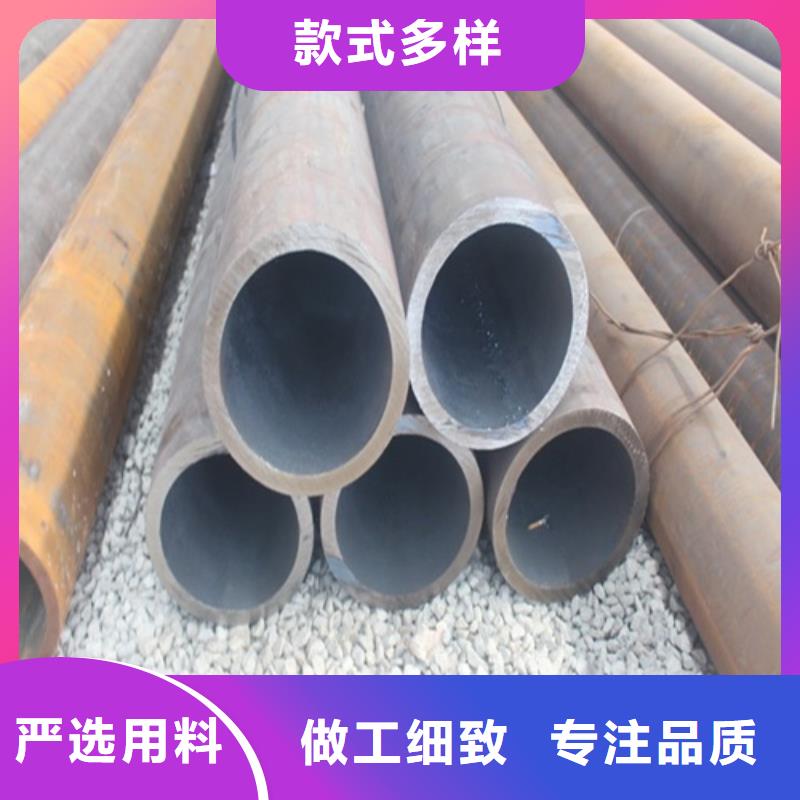
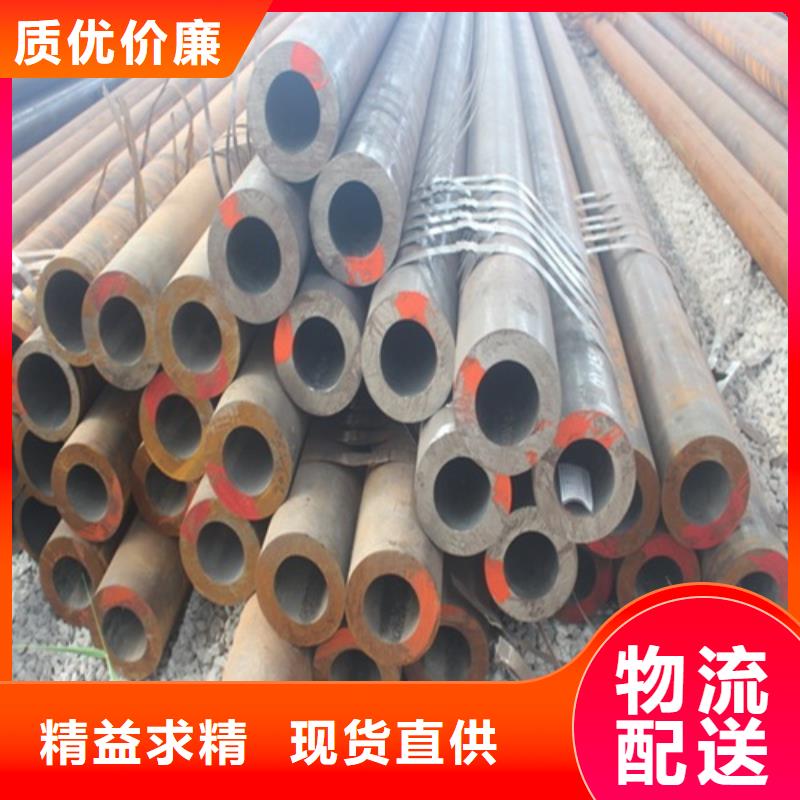
 无锡大口径厚壁无缝钢管订制
无锡大口径厚壁无缝钢管订制
无锡20#无缝钢管的焊接解析: 1、焊接特性:20#无缝钢管具有导热性强而热容量大,线胀系数大,熔点低和高温强度小等特点,焊接难度大,应采取一定的措施,才能保证焊接质量。 2、无锡20#无缝钢管及焊丝的清理,焊丝及破口两侧50mm范围内,表面用丙酮清洗干净,用不锈钢丝刷刷去表面氧化膜,露出金属光泽,清理好的破口想要在2小时内焊接,清理好的焊丝放入未用的筒内,想要在8小时内用完,否则重新处理。 3、钨棒选用铈钨棒,氩气钝质不小于99.96%,且含水量不应大于50mg/m3。 4、环境温度不低于5℃,否则应预热至100~200℃方可施焊,相对湿度控。



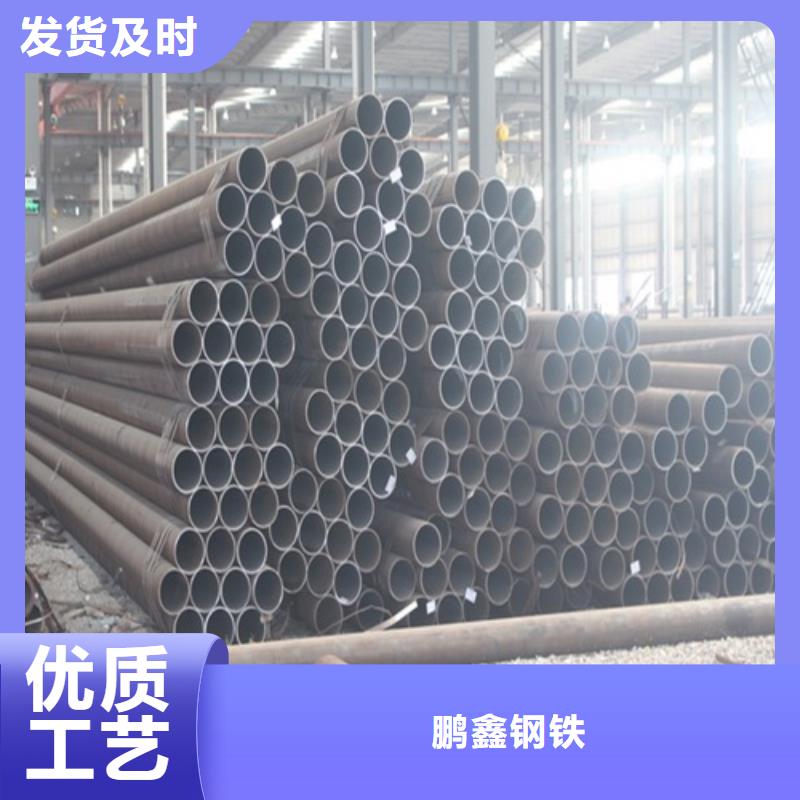
无缝钢管加工工艺与碳素钢对比有下列特性: (1)依据所浇钢材牌号的必须,对钢液的纯度、成份和浇筑溫度,尤其是营养元素成分的操纵,都规定做到标准值。因此特殊钢材轧钢务必配置炉外精练机器设备。 (2)连铸结晶器应选用高频、小震幅的震动。 (3)采用特性优良的维护渣和整个过程的维护浇筑,确保铸坯品质。 (4)******是应用大空间、深溶池,并砌有挡土墙、坝的正中间罐,充分运用正中间罐的冶金工业作用。 (5)应取用适合的耐火保温材料,以降低耗费和 钢的纯度。(6)选用连铸结晶器液位自动控制系统,降低液位起伏。 凝结沟在连铸结晶器内钢液液位波动的状况下能会出現。液位上升,不仅振痕间隔,振痕深层,并且还造成弯月面的溢流式,产生凝结沟。 无缝钢管表层的关键缺点是缝隙。缝隙来自连铸结晶器维护渣、参杂物和氩气汽泡被裹在凝结沟的正下方。为了更好地降低缝隙,不仅要降低振痕深层,也要凝结沟。

