



更新时间:2024-12-27 10:29:48 浏览次数:6 公司名称:南昌 角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 批发/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1808 |
| 运费说明 | 面谈 |
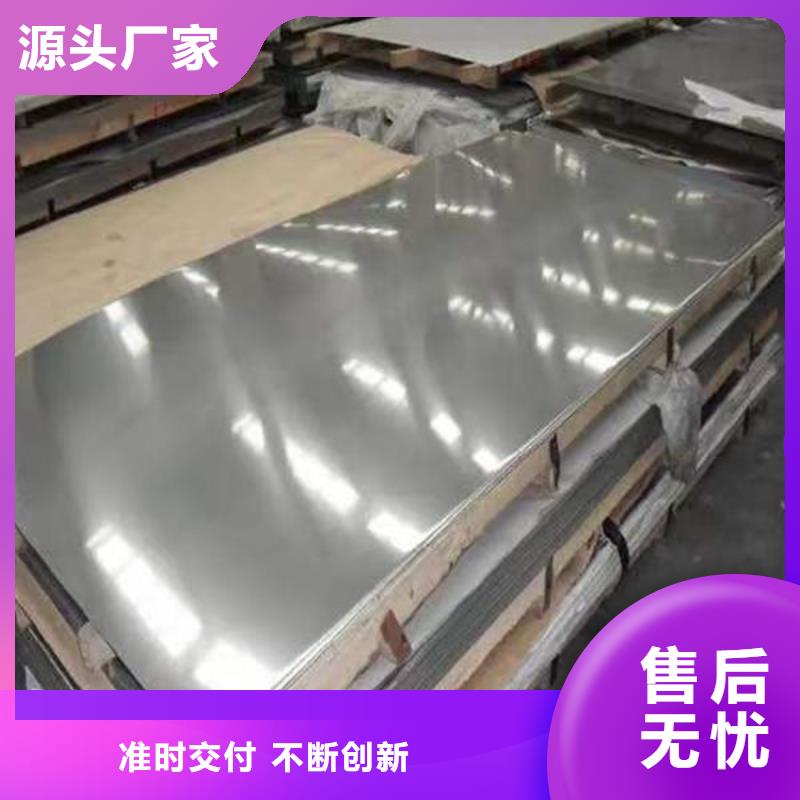


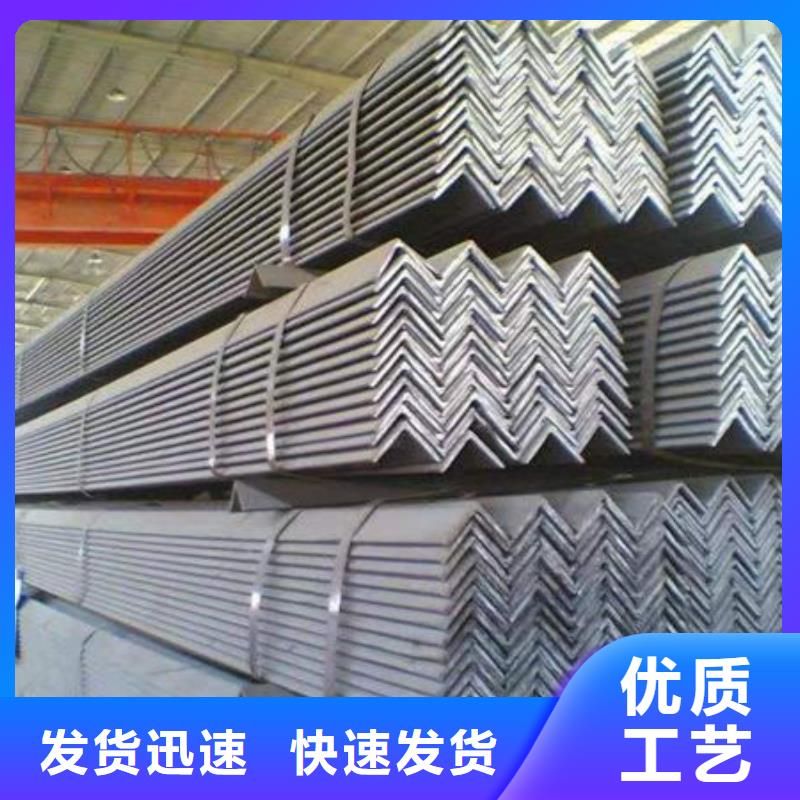




我公司是一家以生产矩形钢管为主的方管厂作为专业矩管生产,无缝方管生产企业,矩形钢管生产工艺采用先进的热轧钢管生产线生产,产品销往 ,并部分出口,同时对外承揽来料业务,可根据客户需求生产各种非型号和各种钢号钢管。公司是一家专业生产高频焊接方矩管钢材的生产企业。 车间配备有30条高频焊接生产线,这些先进的设备均由专业化的微机操作。作为方管、矩管的生产商之一,我们的年产量近1 00的特大型方管,以及冷弯异型管、口型钢、热轧方 ,壁厚2— 25mm,材质普碳钢、不锈钢、锰钢、合金钢。并可生产椭圆、菱形等异型管。弯曲扭曲为1/1000以下。 
线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机呈平立交替布置每架轧机采用直流电机经组合齿轮箱单独传动立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。
螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
常见的钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁钢管钢材(正常可切割35mm壁厚以下结构用钢材,切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。