您的位置>首页 >娄底本地行业News >
定做珩磨管厂的供货商
更新时间: 2024-12-24 02:59:59 浏览次数:6
以下是:定做珩磨管厂的供货商的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸气缸机械加工 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
以下是:定做珩磨管厂的供货商的图文视频
导读 您是想要在湖南省娄底市采购高质量的定做珩磨管厂的供货商产品吗?安达液压机械有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的定做珩磨管厂的供货商产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-17706353138,QQ:3573482096,地址:《聊城辽河路燕山路交叉口南500米东首发货到湖南省 娄底市 娄星区、双峰县、新化县、冷水江市、涟源市》。 湖南省,娄底市 1999年1月,经国务院批准,娄底撤地设市。娄底市据传天上二十八星宿中的“娄星”和“氐星”在这里交相辉映,故而得名,是被后世尊为“战神”的中华民族三大始祖之一蚩尤的故里,是湖湘文化的主要发源地之一。境内有梅山龙宫、曾国藩故居、紫鹊界梯田、三联峒景区四个AAAA级旅游景区,有大熊山、龙山两个森林公园和湄江、波月洞等精品旅游景点70多处。区位优越,交通便捷,地处湖南几何中心,湘黔铁路和沪昆高铁横穿东西,洛湛铁路纵贯南北,40条铁路专用线沟通全市主要厂矿,形成了“米字型”铁路网。娄新高速贯通,新溆、安邵、娄益、娄衡、娄长高速同时规划建设,国省干道改造完成。2020年2月12日,被民政部和财政部共同确定为第五批中央财政支持开展居家和社区养老服务改革试点地区。
娄底定做珩磨管厂的供货商
<娄底>九冶管业有限公司
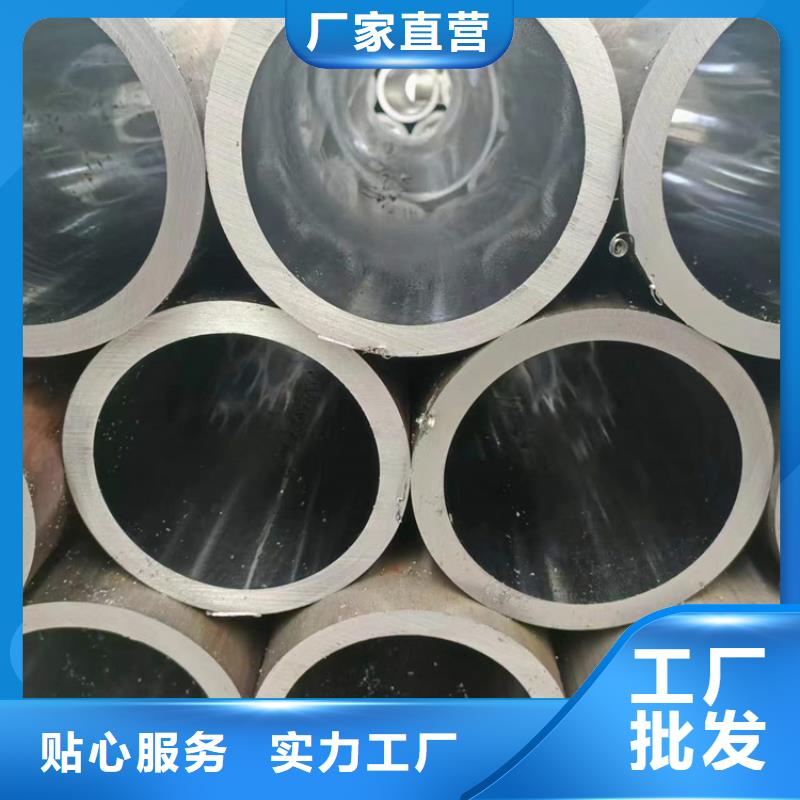
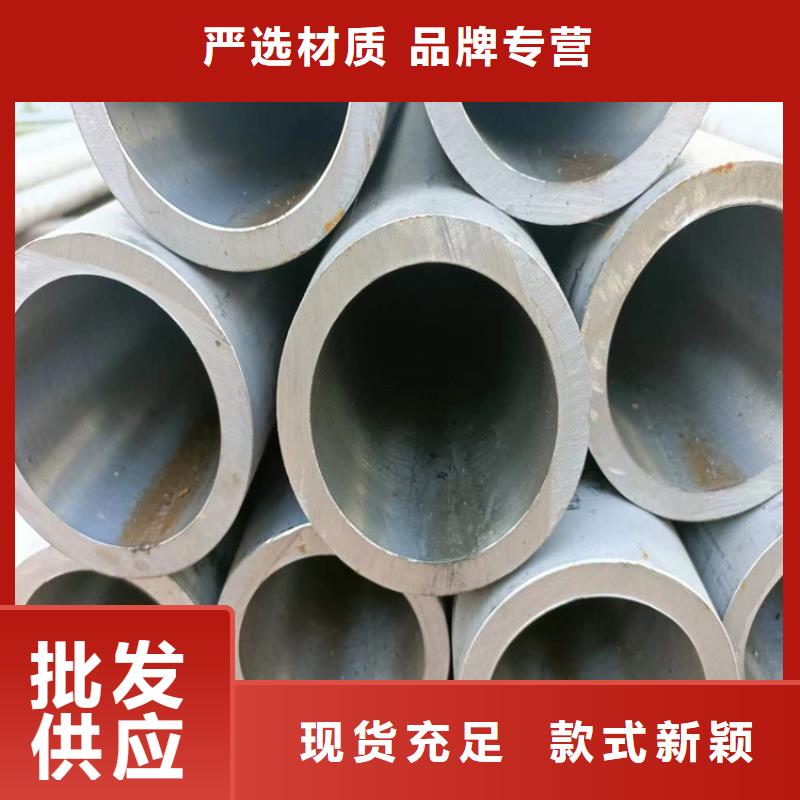
3、珩磨管的表面粗糙度,一般是为多少?珩磨管这一网站产品和关键词,其在表面粗糙度上,一般来讲,是为Ra0.4,而且,这也是必须要达到的,是其基本要求。如果,想要得到提高的话,那么,可以用细砂纸打磨,或是使用镜面加工设备,使其进行镜面加工,从而,来达到目的。上述这些问题都是关于珩磨管的,给出具体答案好让大家通过学习,来清楚明白,有正确认识,这样,也可以避免出错,进而,在产品的使用及利用上,其使用效果。珩磨管,就是经过绗磨加工的无缝钢管。珩磨是一种机械加工工艺,通过珩磨头对冷拔管内孔进行往复高速磨加工工艺加工,使内孔达到我们所需要的公差尺寸及表面粗糙度要求。根据客户要求珩磨加工,能达到公差范围(如H7H8H9等),粗糙度能达到Ra0.4,椭圆度达到3~5丝范围内,长度长能到8m。

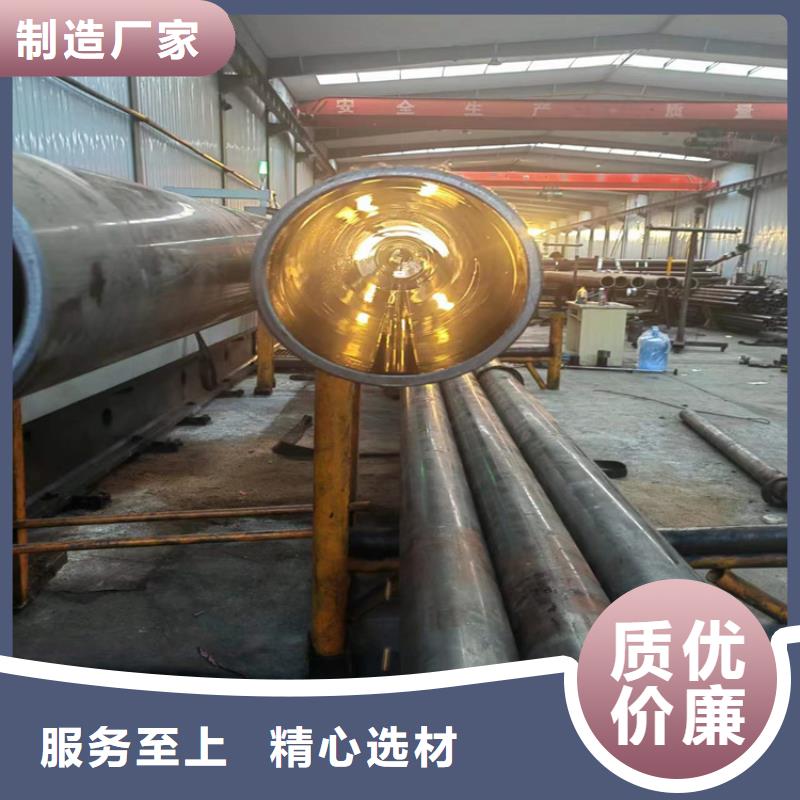
现在大部分的珩磨机都是半自动的,常带有自动测量装置,珩磨管还可纳入自动生产线工作。除加工孔的珩磨机外,还有加工其他表面的外圆珩磨机、轴承滚道珩磨机、平面珩磨机和曲面珩磨机等。不管是哪一款珩磨设备,操作时都要检查它的润滑部位,特别是变速箱,看是否有润滑油。如果没有油,就得向所有的注油孔内注油。同时还要检查冷却液是否清洁,冷却液要定期清理,不允许使用污浊不堪的冷却液。另外,不要忘了检查珩磨机中的油石超越尺寸是否正确,珩磨头的涨缩是否灵活,紧固油石座的弹簧是否牢固。调节好机床主轴的旋转运动和往复运动,使它符合工艺规范规定的要求。

与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。
娄底定做珩磨管厂的供货商
总结 今年在湖南省娄底市购买定做珩磨管厂的供货商有了新选择,安达液压机械有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的定做珩磨管厂的供货商产品。如需购买或咨询,请随时联系我们,联系人:高经理-17706353138,QQ:3573482096,地址:辽河路燕山路交叉口南500米东首。