
文字的描绘可能无法完全捕捉【钢管折弯_冷拔方钢工厂价格】产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:【钢管折弯_冷拔方钢工厂价格】的图文介绍
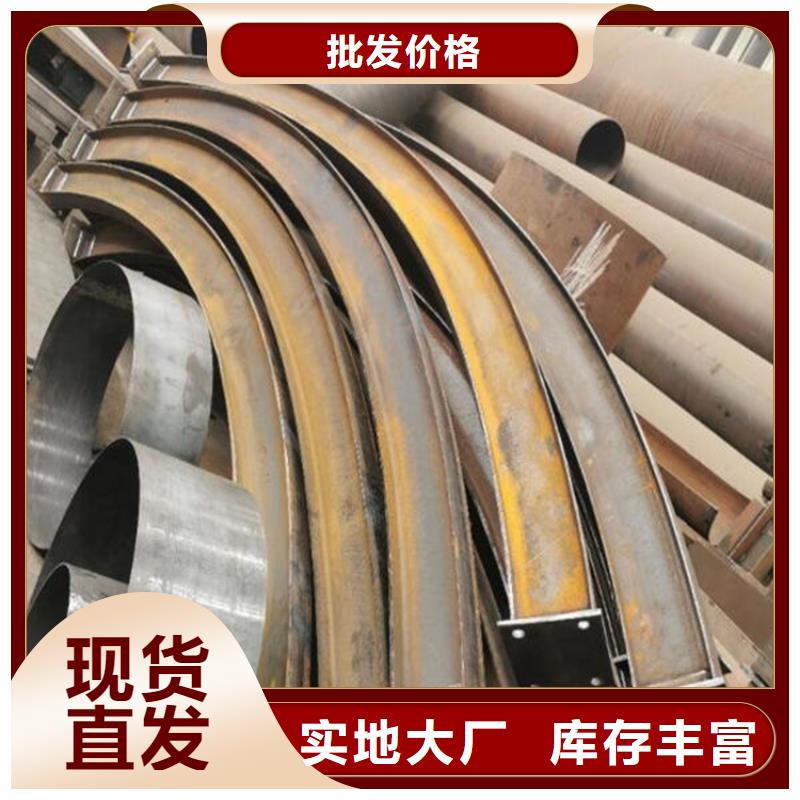
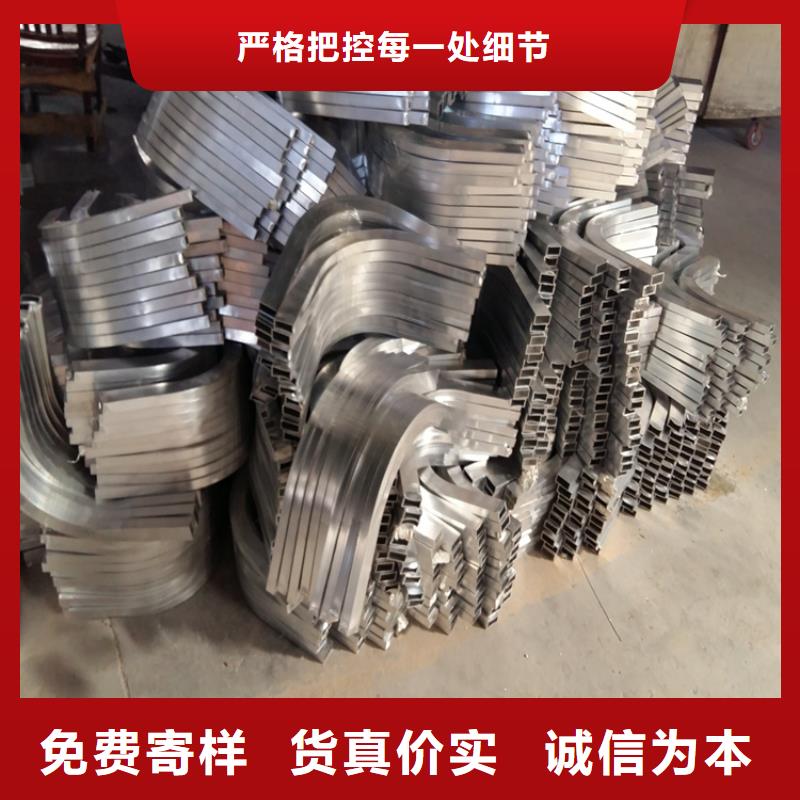
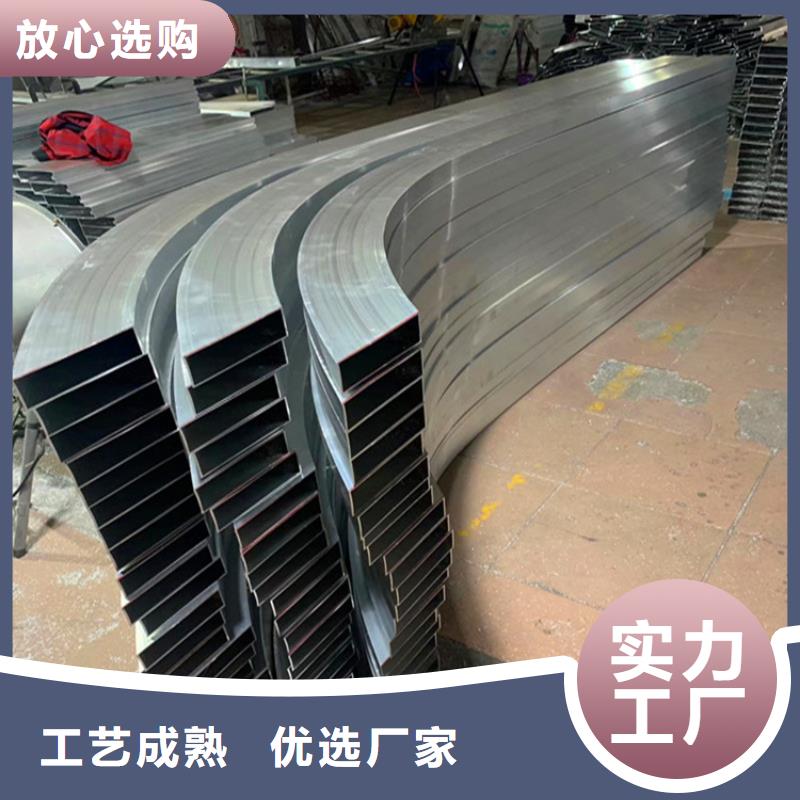
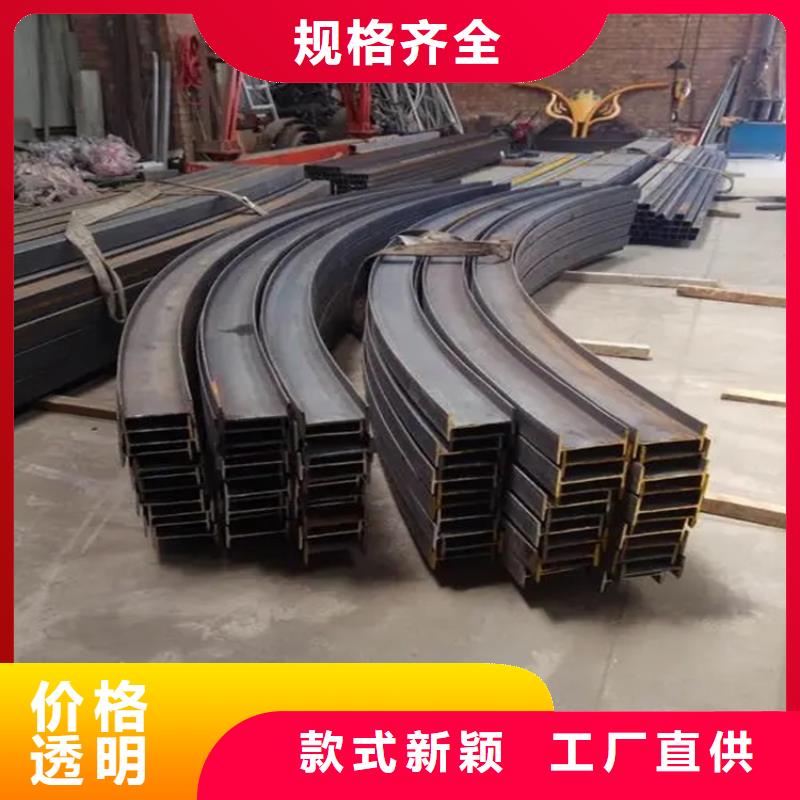
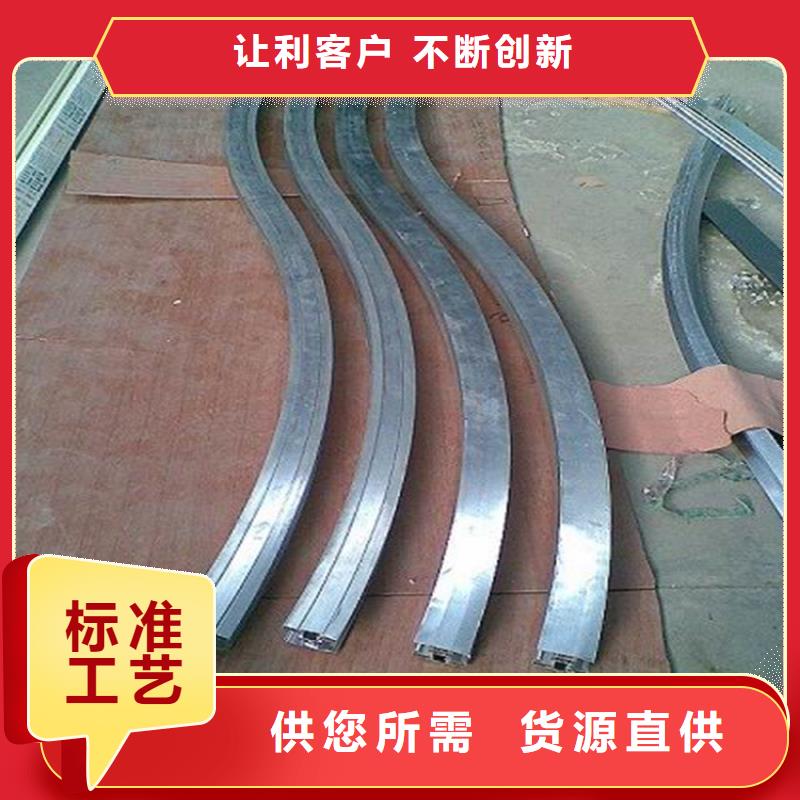
钢管折弯是金属型材常用的冷弯工艺之一,具有应用范围广,成型稳定的特点。它特别适用于弯曲单个半径的薄壁,方管和异形工件。拉弯的特点:1。一般的拉伸弯曲设备或工艺只能弯曲小于或等于180度的工件,不能像滚弯那样一次加工360度或更大的弯曲角度。2.弯曲时,工件的内表面是中性层,其余部分都是延伸的,即所有弯曲件在理论上都比原来长。3.拉弯不能形成半径小的工件,如果成形半径小,工件会经常出现断裂等不良现象。钢管折弯是金属型材常用的冷弯工艺之一,具有应用范围广,成型稳定的特点。它特别适用于弯曲单个半径的薄壁,方管和异形工件。



那么关于钢管折弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为钢管折弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。



科技创新是宏钜天成钢管有限公司永续发展的不竭动力,公司有着一支强大的 安徽蚌埠钢管喷漆技术科研团队,公司数个以研究生为主的 安徽蚌埠钢管喷漆项目研发团队不断取得技术上的进步。可以期待… 谢谢您,我们的朋友与伙伴,一路走来对公司的支持与鼓励!感恩的心,感谢有您! 将以更多符合社会期待的 安徽蚌埠钢管喷漆产品回报客户和社会!

