

联系我们

零切钢管精密管批发供应
更新时间:2024-12-24 21:20:15 浏览次数:18 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 101 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 鑫中冶 |
| 销售范围 | 全国 |
| 联系方式 | 电话咨询 |
| 计量单位 | 吨 |
| 质量等级 | 一级 |


强大的 山东精密管技术研发实力,让您安心
①多年 山东精密管行业技术研发经验,为 山东精密管新品开发与技术创新提供保障
②拥有几十项 山东精密管独特工艺,获得“客户值得信赖”好评
③金海金属材料有限公司内引进先进的 山东精密管设备,保证了 山东精密管的外观美观



无缝零切钢管
并且不发生氧化皮。因为亮光退火过程中不发生氧化反响,所以,不需求再进行酸洗和钝化处理。No.由3A和3B表明。3A:外表经过均匀地研磨,磨料粒度为80~100目。3B:毛面抛光,外表有均匀的直纹,一般是用粒度为180~200意图砂带在2A或2B板上一次抛磨而成。其它工艺与2D相同No.单向外表加工,反射性不强,这种外表加工或许在修建运用顶用途广。
(Q345E,Q355E)无缝钢管切零伍家岗供应
明显超出市场预期。近期,北京钢材库存下降很快,且北方价格坚挺,对北方钢企的南下量有明显影响。被调研企业均表示,在南北价差偏低情况下,南下量已大幅减少或不计划南下,这点在码头也得到验证。目前,某码头南下的钢材库存为7万—8万吨,当月下水量为20万吨左右,而之前正常下水量约40万吨。码头工作人员称该码头经营品种以建材为主,受影响比其他品种更大。从环保限产对产量影响的角度分析,环保评级主要考察三个方面:一是超低排放;二是清洁运输,比如火运要达一定比例;三是产品要深加工。个别国企能满足清洁运输,一般民企则不易达到,而其他两个条件唐山的钢厂基本都能达到。这几年钢厂在环保方面投入大,像本次调研的钢厂环保评级均在B级。
其工艺过程是先用粗磨料抛光,后再用粒度为180的磨料研磨。No.是对No.4的进一步改进,4外表。"英国规范1449"中没有该外表加工。是对现已磨得很细但仍有磨痕的外表进行抛光。一般运用的是2A或2B板,用纤维或布抛光轮和相应的抛光膏。No.镜面抛光外表。


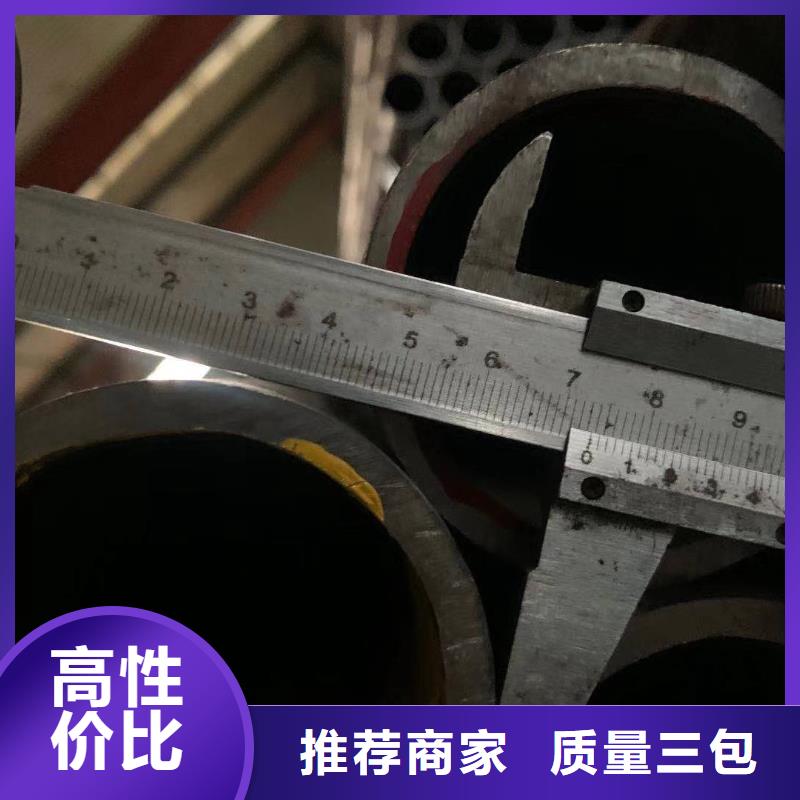
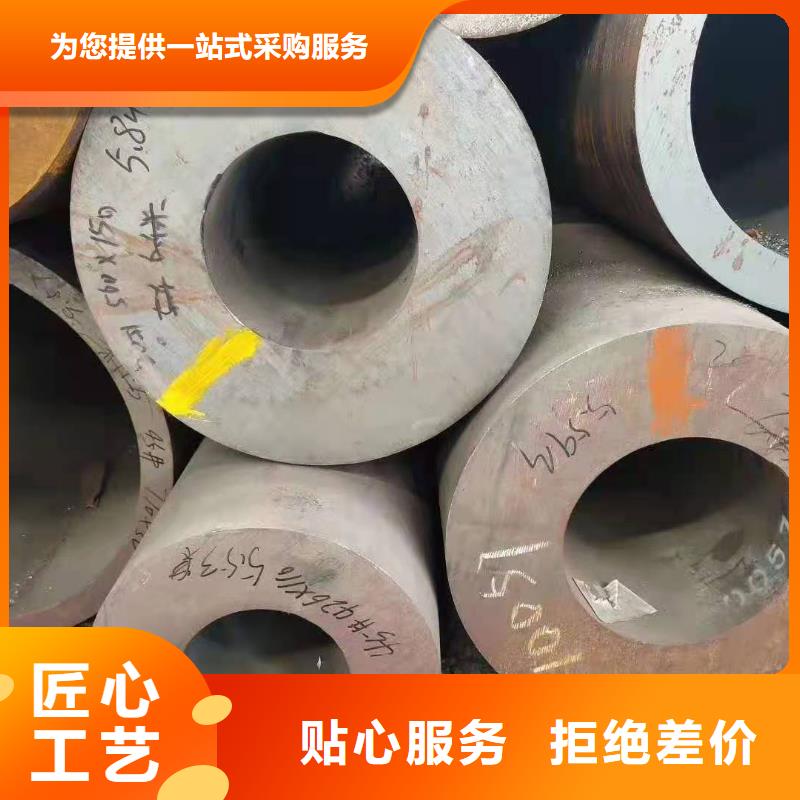
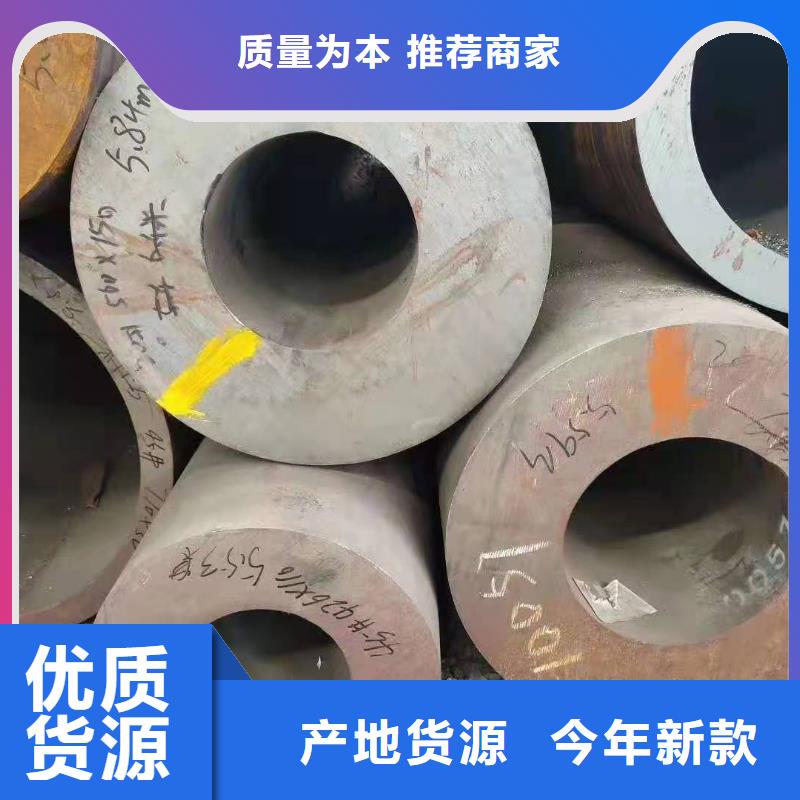
零切钢管耐压高,韧性好,管段长而接口少,相同强度下重量较轻,无焊接缝,可承受较大的压力。具有中空截面,大量用作输送流体的管道,如输送石油、燃气、煤气、水及某些固体物的管道等。钢管零切的工艺决定它的局限性能,一般钢管零切精度低,壁厚不均匀、管内外表光亮度低、定尺成本高且内外表还有麻点、黑点不易去除。钢管零切的优势及其特点决定了钢管零切对贮存环境的要求是十分严格的。
1、保存钢管零切的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿,在场地上要杂草及一切杂物,保持钢管零切干净;
2、在仓库里钢管零切不得与酸、碱、盐、水泥等对钢管零切有侵蚀性的材料堆放在一起。不同品种的钢管零切应分别堆放,防止混淆,防止接触腐蚀;
3、库房应根据地理条件选定,一般存放钢管零切采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房;
4、库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境。
以上就是贮存钢管零切的环境要求,钢管零切的应用范围越来越广泛,所以对钢管零切的要求也是越来越严格。好的钢管零切要有好的存放环境才能使钢管零切保持其使用优势。
钢管零切用途很广泛。一般用途的钢管零切由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。下面小编给大家介绍一下钢管零切的碱性烤蓝工艺流程:
1、配方:NaNO3 50~100克NaOH600~700克NaNO?100~200克水1000克
2、制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3、说明:
(1)金属表面务必洗净和干燥以后,才能进行“发蓝”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030-50<0.4142-145153-15540-60合金钢142-145153-15560-90。
(3)每隔一星期左右按期分析溶液中NaNO3、NaNO?和NaOH的含量,以便及时补充有关成分,一般使用半年后就应更换全部溶液。
(4)金属“发蓝”处理后,要好用热肥皂水漂洗数分钟,再用冷水冲洗。然后,再用热水冲洗,吹干。



生产零切钢管所采用的标准
钢管零切的公称(标准)尺寸(直径×壁厚);
钢管零切壁厚公差;
钢带的厚度公差级别;
钢管零切焊缝修磨余量;
因素。
由上述因素得出的带钢厚度为:
T=t-k%t+∮+0.04+0.05
其中t:钢管零切的标准壁厚
k%:壁厚公差(k值为10%)
∮:为钢带厚度公差
修磨余量:0.04mm
因素余量:0.05mm



c、根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。
d、气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心 以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
e、在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。无论是利用多头直条及数控切割进行主材下料或利用半自动切割进行小件加工、坡口加工,切割断面上深度超过1mm的局部缺口、深度大于0.2mm的割纹以及断面残留的毛刺和熔渣,均应给予焊补和打磨光顺。