




想要深入了解不锈钢复合管【不锈钢复合管】生产加工产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:不锈钢复合管【不锈钢复合管】生产加工的图文介绍

润达不锈钢复合管生产制造厂家坐落在开发区工业园,本公司是一家提供 山东潍坊【热镀锌立柱】的专业供应商及生产商,在市场竞争强烈的今天,公司本着一切以客户所需,提供更方便、更快捷、更有效的服务建立了完善的售后服务体系,拥有一支专业技术精湛、经验丰富的团队,为客户提供365天,全天候服务。多年来的励精图治,使我公司赢得了广大客户的一致好评。我们将诚实守信,追求卓越的经营理念,竭诚为客户提供优良的产品和服务。



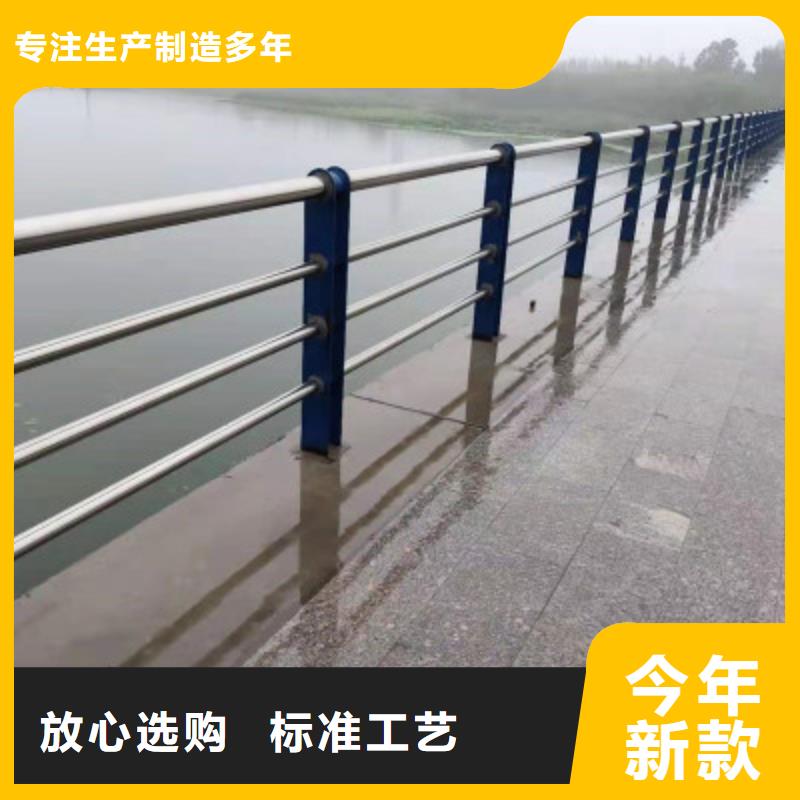
201不锈钢复合管护栏是一种重要地护栏,它是一种不锈钢材质的,它的重要地运用也是比较重要的,一般来说,201不锈钢复合管护栏也是有着它的各种的技能作为支撑的,这样才能够确保201不锈钢复合管护栏功率地不断地进行完成。201不锈钢复合管护栏常见地技能有哪些呢?怎样进行改善它的技能呢?咱们关于201不锈钢复合管护栏的技能是这样进行规定的, 不锈钢构配件产品首要有201不锈钢复合管护栏立柱、立柱配件、间隔不锈钢支撑件和不锈钢扶手配件等。不锈钢栏杆立柱是固定于修建结构上,用于支承扶手及固定玻璃板、金属板、钢杆、钢索或金属网的竖向构件,是护栏的首要接受荷载构件。201不锈钢复合管护栏立柱广泛运用于修建物的阳台、楼梯、景观围护、通道阻隔等,首要种类有玻璃护栏不锈钢立柱,杆件护栏不锈钢立柱和玻璃间隔不锈钢立柱及其他结构形状的立柱等。



不锈钢复合管护栏焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm
2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
