

产品详细介绍
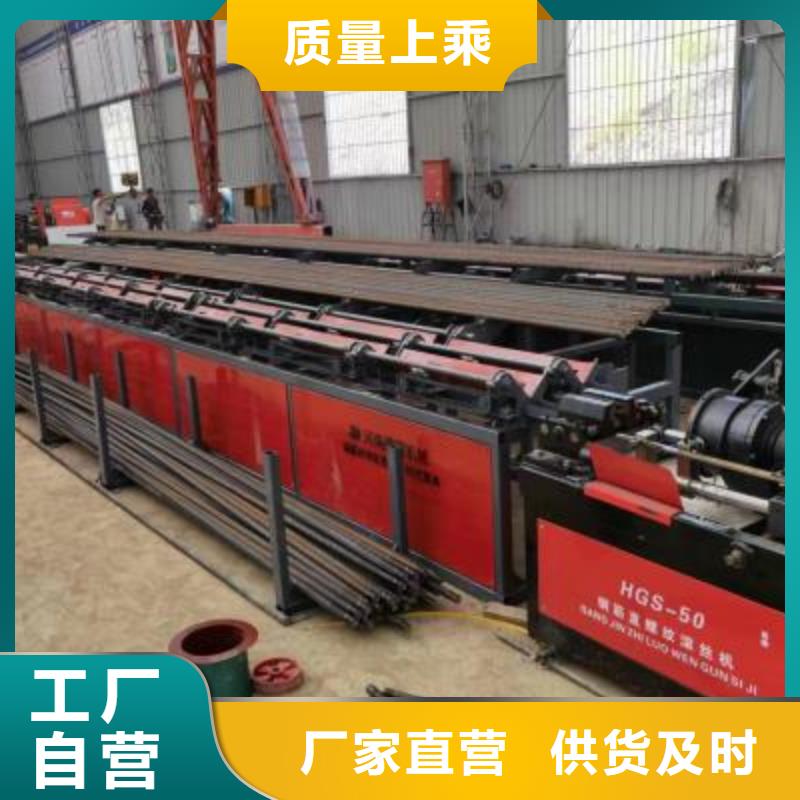
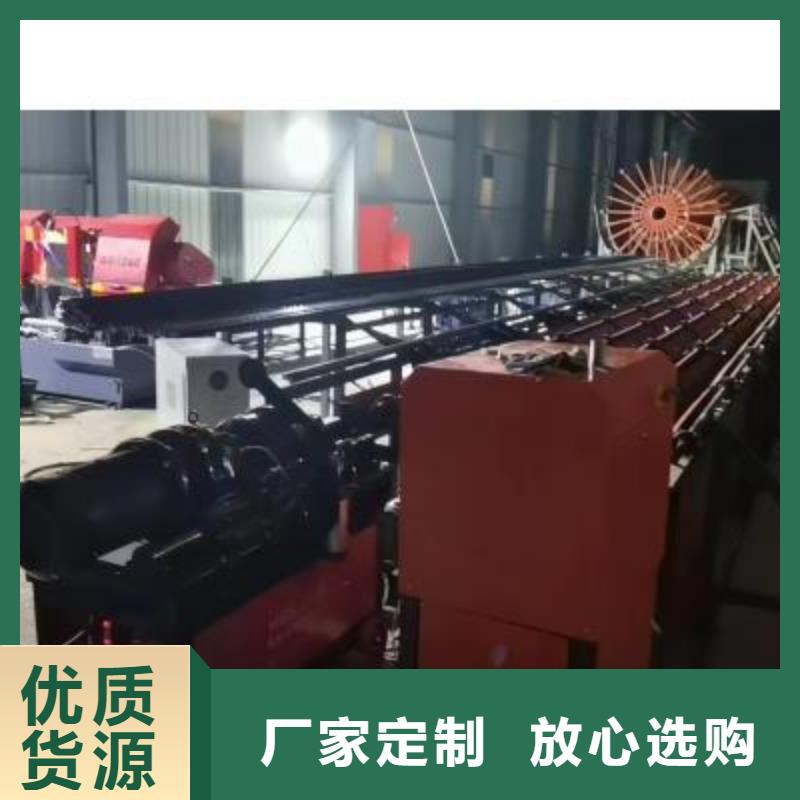
 保定钢筋套丝打磨生产线发货及时
保定钢筋套丝打磨生产线发货及时

程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
由PLC可编程控制器,设定锯切全过程的自动程序。
送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
可由数控控制单程自动送料长度400mm。金属带锯床的控制系统:威纶DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。(高亮度STN LCD显示3MB Flash Memory 256色彩色)。
台达DVP可编程控制器,全自动控制。
送料长度检测深圳埃莫特光栅尺。
材料夹紧采用油缸夹紧。
可同时叠加多根材料锯切。
线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。
 <保定>建贸机械有限公司
<保定>建贸机械有限公司

GB4240 金属带锯床应用于切割高度400mm、宽度400mm的钢胚、铁板、无缝钢管及大型轴类零件,亦可在选取适当的工艺参数后,切割各种黑色或有色金属材料。具有可靠性高、效率高和高刚性等显著特点,可代替昂贵的进口设备。 机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
常见故障 原 因 分 析 解 决 办 法
锯断面
粗糙不平 1、 齿部钝化,齿尖受损
2、 进给速度过大
3、 导向臂、工件位置不当
4、 张力过小
5、 齿距过大
6、 冷却不充分
7、 锯床振动过大 1、 更换新锯带
2、 减小进给速度
3、 调整导向臂、工件位置
4、 调节张力
5、 根据工件大小,几何形状选齿
6、 多加冷却液
7、 检查导向臂和滑轮松弛,偏磨损并修整