服务热线:15069578444

更新时间:2024-12-24 02:55:52 浏览次数:9 公司名称:聊城 宏达友源金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 98998999 |
| 运费说明 | 电议 |
| 最小起订 | 100米 |
| 是否厂家 | 是 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 可售卖地 | 全国 |
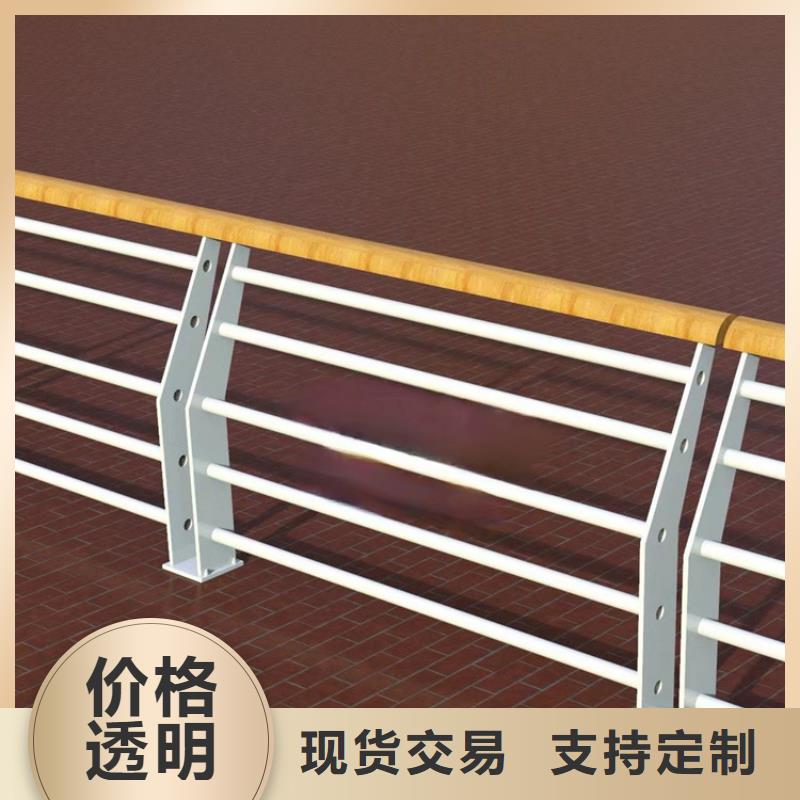
| 产品颜色 | 红 橘 蓝 绿 黑等 |
| 适用领域 | 道路 公路 景观 公园 桥梁 |
| 产地 | 山东 |
| 品牌 | 宏达友源 |
| 可定制 | 是 |





<锦州>宏达友源金属制品有限公司
<锦州>宏达友源金属制品有限公司
<锦州>宏达友源金属制品有限公司

 <锦州>宏达友源金属制品有限公司
<锦州>宏达友源金属制品有限公司
<锦州>宏达友源金属制品有限公司
<锦州>宏达友源金属制品有限公司
<锦州>宏达友源金属制品有限公司
<锦州>宏达友源金属制品有限公司
除锈分为两种:喷砂和抛丸:抛丸是叶轮高速旋转把小钢球或铁球出高速撞击零件表面的使用,所以在零件表面的氧化层,可远离的。喷砂是利用压缩空气快速吹扫石英砂表面的一种方法。不仅锈蚀,而且除油,这是非常有用的绘画。它经常用来去除零件表面的锈迹。这样,除锈后,不锈钢护栏表面粗糙,表面油垢被。对防腐卷绕和涂漆有一定的附着力。不锈钢防撞护栏在防腐处理后,很难有效地保护内锈。研究表明,防腐不锈钢护栏厂家在除锈后的使用寿命大于5年。国标不锈钢防撞护栏生产工艺与部标是相同的,要说区别在于原材料厚度的选择和检测方法上,通常国标不锈钢护栏选择的板材壁厚为下差0.5或者0.6得,但是5037不锈钢护栏通常选择板材的下差厚度为1.0,不锈钢护栏出厂前9711标准的钢管通常需要两道检测工艺,一种是水压测试,另外一种是探伤,探伤通常是通过超声波检测,两道工序确定了钢管的承压能力和焊缝的质量、焊缝质量要求均匀,9037标准的钢管通常只是进行水压测试,保证好承压能力不漏水就可以了那么在选取桥梁不锈防撞钢护栏网是我们怎样才能判别那些不锈钢护栏网即耐用有结识呢?这个就需要我们施工人员注意了,在选取不锈钢护栏网时需要选取防腐加工的电镀不锈钢护栏网,这种网具有结实,耐用,不受雨水浸蚀等,是比较理想的产品之一。这种不锈钢护栏网晚上在车辆的照射下,反射的亮光不刺眼睛,降低司机因为这些因素而导致的事故和迷路。不锈钢防撞护栏的处理工艺会影响其断裂实践得知,水淬火钢的冲击性能优于退火或正火钢的冲击性能,原因在于快冷阻止了渗碳体在晶界形成,并促使铁素体晶粒变细。许多不锈钢护栏是在热轧状态下销售,轧制条件对冲击性能有很大影响。较低的终轧温度会降低冲击转变温度,增大冷却速度和促使铁素体晶粒变细,从而提高不锈钢护栏韧性。厚板因冷却速度比薄板慢,铁素体晶粒比薄板粗大。所以,在同样的热处理条件下厚板比薄板更脆性。因此,热轧后常用正火处理以改善钢板性能。热轧也可生产各向异性钢和各种混合组织、珠光体带、夹杂晶界与轧制方向一致的定向韧性钢。珠光体带和拉长后的夹杂粗大分散成鳞片状,对夏比转变温度范围低温处的缺口韧性有很大影响。
桥梁防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜焊丝用Ф0.8~Ф1.2㎜牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右应注意不要过份打磨否则很容易将不锈钢表层磨破露出钢管这样就需要修补加大了工作量.可在施工前先切一小段试焊熟悉一下一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。


