

产品详细介绍



银川钢板的?产流程通常为配合控制轧制,采?低温出炉的加热制度,可节省燃料消耗。轧制?艺分三个阶段:
1.成形轧制,板坯表?的影响和提?宽度控制的精度,沿板坯长度?向或斜向进?1~4道轧制。把坯料轧?所要
求的厚度。
2.展宽轧制,这是中厚板不同于其他种类板材轧制的重要?序。银川钢板为达到轧制成品规格所要求的宽度,板坯转90°、沿板
宽?向轧制。精轧,展宽轧制后再转90°,转回原坯料长度?向,轧制到成品板厚度。银川钢板妥善制定中厚板轧制?艺能提?轧机的?产能?、钢板的质量和成材率。要确保钢板的平直度,除采取各种保证板形的措施外,对厚度40mm以下的钢板每块均需经过热矫直,对不平直的冷钢板进?冷矫直
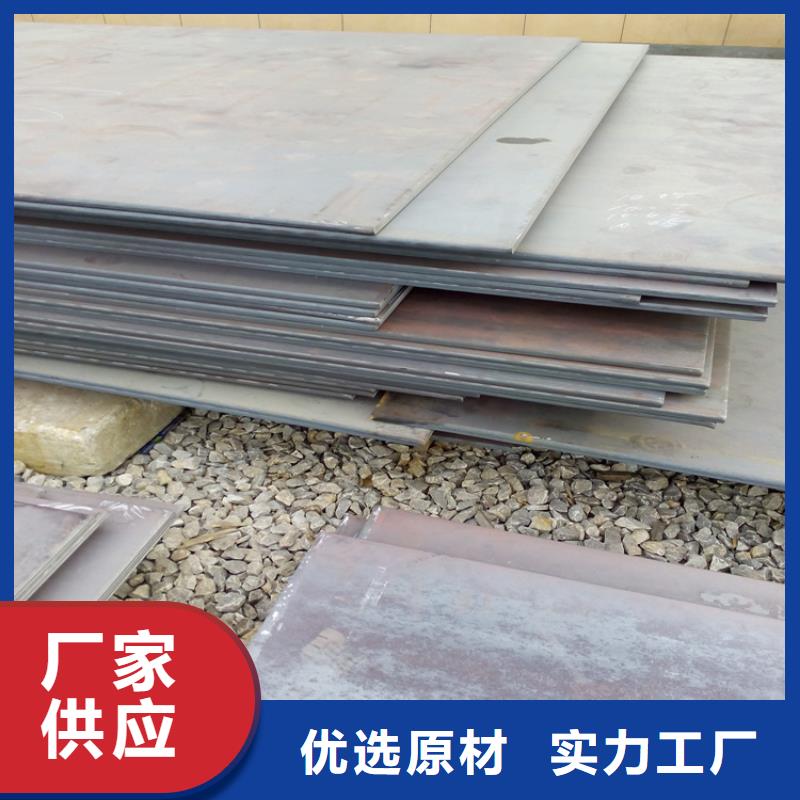
银川钢板厚度虽?,但横向剪?所引起的变形和弯曲变形属同?量级,在分析静载荷下的应?和变形时,仍须考虑横向剪切效应,垂直于板??向的正应?则可忽略。在分析动载荷下的应?和变形时,除考虑横向剪切效应外,还须考虑微段的惯性?和阻尼?矩。中厚板在机械?业中早已有?泛应?。银川钢板近年来由于?压、?温和强辐射的环境要求,?程中板的厚度有所增加,很多板件均改?中厚板理论进?分析。中厚板主要应?于建筑?程、机械制造、容器制造、造船、桥梁建造等。银川钢板还可以?来制造各种容器、炉壳、炉板、桥梁及汽车静钢钢板、低合?钢钢板、造船钢板、锅炉钢板、压?容器钢板、花纹钢板、汽车?梁钢板、拖拉机某些零件及焊接构件等
银川钢板按厚度分
1) 薄钢板:根据GB/T15574-1995《钢产品分类》的规定,厚度小于或等于3mm的钢板为
薄钢板(但按照我国传统的分法,一般是小于或等于4mm)。
2) 厚钢板:厚度大于3(4)mm的钢板。在实际工作中,厚钢板又称中厚钢板,其划分是:银川钢板
(1)中板:厚度3(4)-20mm的钢板。(2)厚板:厚度20-60mm的钢板。
(2)特厚板:厚度60-600mm的钢板(国外厚达700mm)。
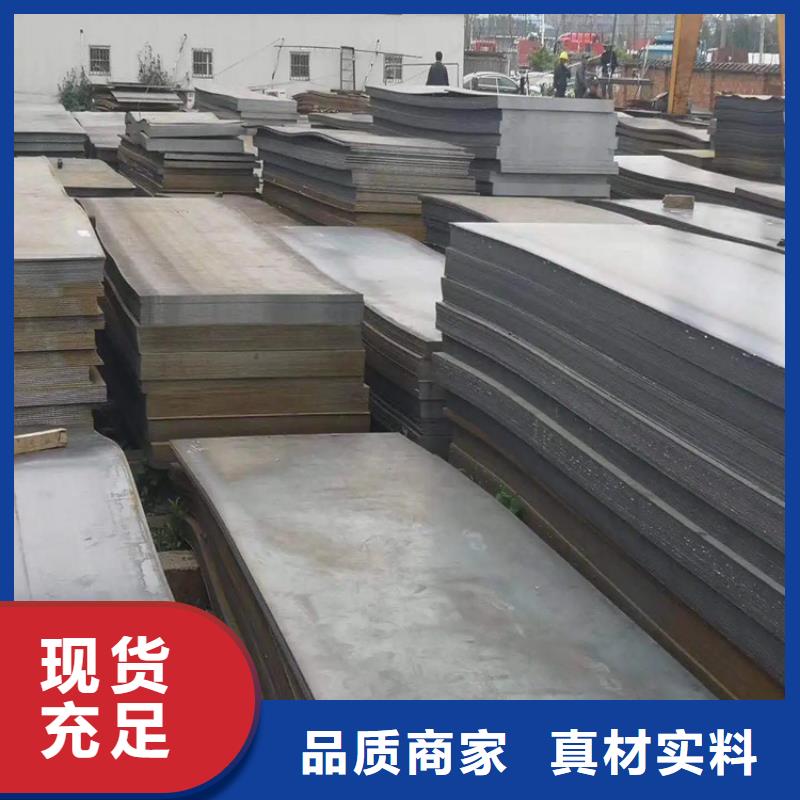
2 按生产加工(轧制)方法分
1) 热轧钢板:经加热(加热温度在再结晶温度以上,一般都超过临界点AC1以上)以后轧制的钢板。
2) 冷轧钢板:不经加热,在常温下(严格地讲是指在再结晶温度以下)轧制的钢板。
3) 银川钢板剪边钢板:钢板宽度经剪切决定,钢板边缘较整齐,质量好。
4) 齐边钢板:钢板纵边由带立辊的钢板轧机轧出,轧后不剪纵边,钢板边缘常有裂纹及其他缺陷。
银川钢板经过一系列工序生产出质量优良合格的产品,以满足用户的要求。中厚板质量控制与检查工作是非常重要的,一旦在用户那里出现了质量问题,将会造成不可设想的后果与惨重的损失。因为绝大多数中厚板的使用领域极为重要,而且质量要求与标准逐年提高。因此,中厚板的质量指标高于其他钢材。中厚板应把质量控制与检查工作始终贯彻到生产全过程中。虽然炼钢在原料控制与检查方面已做了大量工作,银川钢板不合格的不往下道工序传递,但是轧钢工序检查工作仍然不可或缺,只有每道工序把好质量关,才能做到万无一失。